Let me ask you a question, have you ever used the Measurement Uncertainty (MU) reported in your calibration certificate?
Most users of certificates that I meet who are In-charge in calibration do not use the measurement uncertainty results in their calibration report. It is either they do not really need it or do not understand its use and importance.
When I was a calibration technician that does not understand the use of measurement uncertainty, I felt incomplete and incompetent as a calibration technician.
Every time I see a calibration certificate with MU results, I ignore it and move on to other results. There is no meaning for me because I do not understand its importance.
One of the essential knowledge in interpreting a calibration report is to understand the measurement uncertainty results with it. As a calibration technician, understanding the use of MU should be one priority to be learned.
These are the questions that always came into my mind back then. Through continuous learning, I found the answers which I will share with you in this post.
- We always read or heard that MU is the quantification of the measurement doubt, but how does it quantify?
- How is Measurement uncertainty related to the traceability chain?
- Why should you not perform a calibration if you do not know the measurement uncertainty of the calibrator?
To see the importance of Measurement uncertainty reported in a calibration certificate, I will present 8 ways on how to use measurement uncertainty.
These are:
- Used to determine the ” Range of True Value” (True Value)
- Measurement Uncertainty Provides Meaningful Comparison of Measurement Results.
- Used to Calculate TUR (Test Uncertainty Ratio)
- Used as a Tolerance Limit
- Providing Confidence and Traceability Evidence For the Unbroken Chain of Calibration
- For Conformity Assessment, An Important Element for a Decision Rule
- One of the Main and Important Components in Measurement Uncertainty Calculation
- Used to determine performance for Proficiency Test (PT) or Inter-laboratory Comparison (ILC)
Once you understand how to use it, you will then appreciate its importance (I hope), then your confidence in interpreting the calibration results in a certificate will also increase. So let us start.
Now, let us see a simple measurement uncertainty definition that I read so far which is non-technical.
What is Measurement Uncertainty?
Measurement uncertainty is the quantification of doubt that exists in a measured value.
Since there are no exact measurement results, there is always that doubt with it, an uncertainty.
And to determine the numerical value of that doubt is to perform measurement uncertainty calculation. This means that doubt in measurements can have a value or exact number to present it.
To explain further, I will define measurement uncertainty in the below figure.
We should always use the complete measurement results or range of true values.
For example (refer to Figure 1 below), if you see measurement results that read like this: 500+/-3.9 psi, this means that it is not sure that the exact value is 500, this is the doubt, but we are sure that the true value is within the range 496.1 to 503.9 psi – this is the quantification of the doubt.
We should always use the complete measurement results or range of true values.
To explain further, see Figure No. 1 below.
Having this knowledge in understanding measurement uncertainty will lead us to the 8 important ways to use a MU in our measurement decision process.
8 Important Uses of Measurement Uncertainty Reported in a Calibration Certificate
1. Used to determine the ”Range of True Value” (True Value)
This is the main and the simplest use of measurement uncertainty, to determine the true value of measurement results.
With the knowledge of true value, you can determine:
- Decision rule implementation in conformity assessment to determine a pass or fail decision – see no 4
- Meaningful comparison of measurement results to see what is appropriate to use- see no 2 below
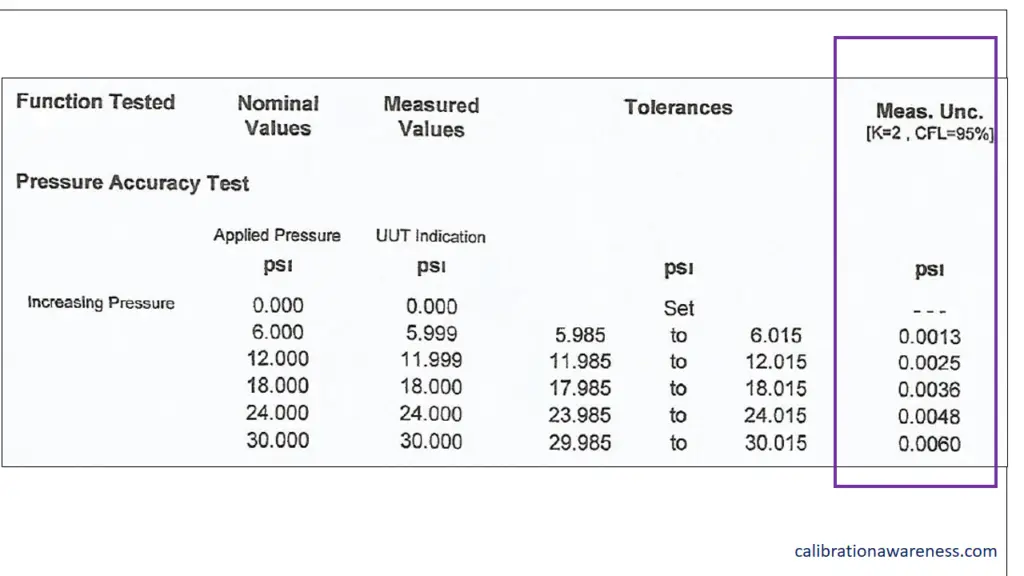
True value can be calculated by simply using the MU same as we use a tolerance limit. To add and subtract to the measured value.
Take note that the exact true value does not exist, therefore, it is also called a “range of true values”. It is also known as a “complete statement of results”. See below photo

The doubt that exists in a measured value is the measurement uncertainty interval, this is the quantified value of the doubt. Based on the above photo, the quantified value of doubt is from 496.1 to 503.9.
Therefore, the smaller the MU, the lesser the doubt, the greater the confidence that the measured value is really the True Value (TV)
2. Measurement Uncertainty Provides Meaningful Comparison of Measurement Results.
Measurement Uncertainty (MU) gives more meaning when deciding the best measurement results. When accounting with MU in our MV, we are using the True Value or the “complete statement of result” as our guide when making comparisons of measurement results.
It helps us compare two measurement results that show which one is really the most acceptable or appropriate to be used.
To explain clearly, observe the chart below:
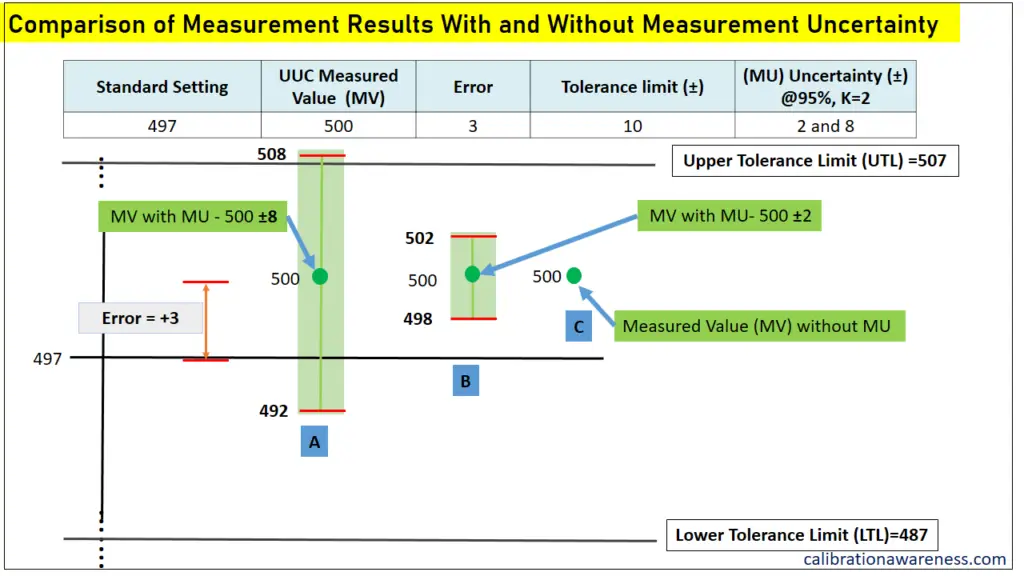
Based on Figure 2 above, you can observe 3 cases representing the measured value.
Without considering measurement uncertainty, cases A, B, and C have the same interpretations.
Looking at case C alone, where only the measured value is given, it is hard to make a comparison and therefore, a decision.
But once we account for the measurement uncertainty, we can now observe a big difference. There is now ‘quality’ that is set for comparison.
If we compare A and B results, even though they both have the same Measured Value, once we account for the measurement uncertainty, it is obvious now that case B has the best performance since it has a smaller MU. The confidence that the true value stays in-tolerance is higher.
In case A, where measurement uncertainty is larger, it is a probability that it is already out-of-tolerance, thus, confidence is smaller.
The point in this comparison is that, if you want much higher confidence and the probability that the MV with MU (True Value) stays in-tolerance, choose a reference standard with smaller uncertainty or with a higher TUR.
3. Used to Calculate TUR (Test Uncertainty Ratio)
What is a TUR (Test Uncertainty Ratio)?
One important use of MU is to calculate TUR or Test Uncertainty Ratio. Based on the comparison above, a higher TUR is better than a lower TUR.
As per the definition, TUR is the ratio between the Tolerance of the UUC and the Expanded Uncertainty of the calibration process. I believe you are familiar with the ratio of 4:1. This is the recommended TUR by known publications and guides.
Please do not be confused with TAR or Test Accuracy Ratio which is the old term.
Why do we need to calculate TUR?
Before we perform any calibration, it is a requirement to use appropriate reference standards. Appropriate means that the reference standard should be more accurate than the UUC.
We need TUR to compare the accuracy of the UUC against the measurement uncertainty value of the reference standard (combined with other contributors).
This will inform you how good the performance of the calibration performed in a specific UUC as per the reference standard used. In simple terms, high TUR means a high accuracy rating of the reference standard used for calibration.
Like for example, if you follow the 4:1 requirement, the reference standard to be used should be 4 times more accurate than the UUT to be calibrated.
To determine this relationship, we need to calculate the TUR.
How to Calculate TUR
The formula to calculate a TUR: see below photo
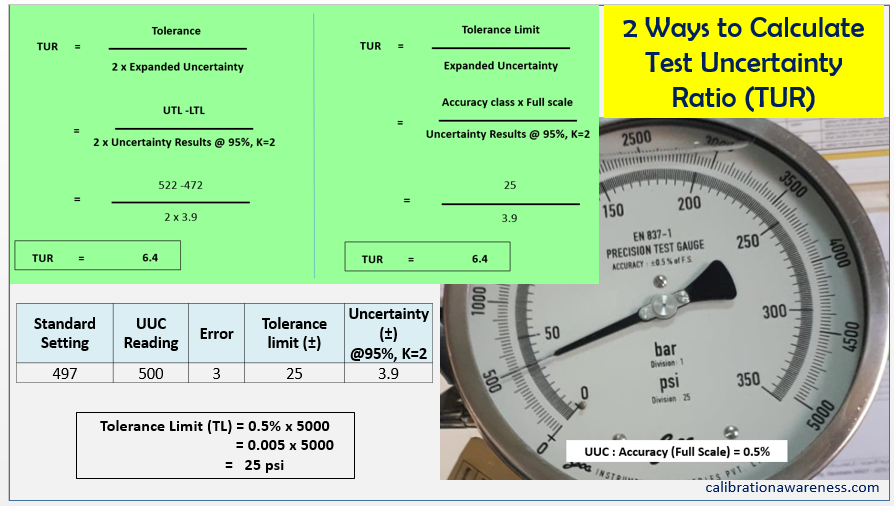
Remember that the Measurement uncertainty used is from the measurement uncertainty value of the calibration process which can be seen in the calibration certificate of the calibrated UUT.
4. For Conformity Assessment – An Important Element for a Decision Rule
When we say conformity assessment, there is a ‘passed or failed’ decision with it. It is part of our verification process to determine conformance to specifications.
In order to determine a pass or failed decision, there is what we call a “decision rule” to be followed.
As per ISO 17025, a decision rule is a rule for conformity assessment that accounts for the measurement uncertainty in the measured value before deciding. See the below photo where measurement uncertainty is accounted for before stating conformity.

Therefore, we cannot meet the requirements of ISO 17025 about decision rules if we do not have a measurement uncertainty that results in our measured value during conformity assessment.
Check out my other post in this link for more explanation about Decision Rule
5. Used as a Tolerance Limit
Sometimes, we do not know the tolerance limit of a specific UUC, and sometimes even the manufacturer does not provide it.
One solution is to use the measurement uncertainty reported in its calibration certificate.
Since measurement uncertainty is the combination of all the valid sources of errors that are statistically calculated, we can use this as our tolerance limit.
This is comparable to the limits of a control chart where 2 sigma and 3 sigma are used as a control limit. Measurement uncertainty is reported with k=2 or 2 sigma.
Sometimes or most of the time, MU values are very small which makes it very strict if you use it as a tolerance limit. What you can do is multiply it by 2 to expand it to a 99% confidence level (3 sigma).
Note, that this is just my recommendation, you need to document this method and have it approved before implementing it.
6. Providing Confidence and Traceability Evidence For the Unbroken Chain of Calibration
We always read in the calibration certificate the statement “the calibration performed are traceable to International Standard through….”
But how do you know it is really traceable to International Standards?
First, let us define Traceability or Metrological Traceability and traceability chain.
Metrological Traceability (VIM3 clause 2.41): Property of a measurement result
whereby the result can be related to a reference through a documented unbroken chain of
calibrations, each contributing to the measurement uncertainty.
Metrological Traceability Chain (VIM3 clause 2.42): Sequence of measurement
standards and calibrations that are used to relate a measurement result to a reference.
Measurement Uncertainty results represent the documented “unbroken chain of calibration”. It is the traceability chain that links one measurement standard to another in decreasing sequence starting from the top (or increasing if starting from the bottom). See the below photo..
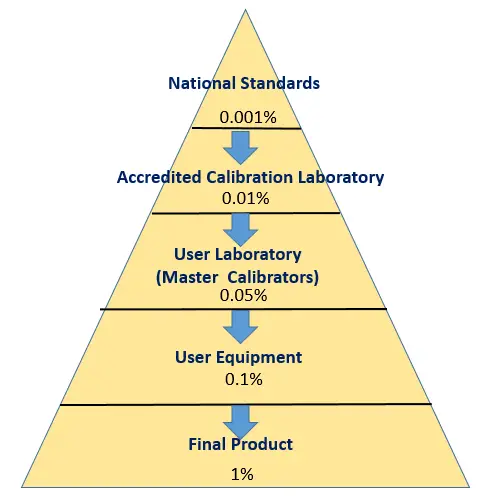
Measurement Uncertainty results are the objective evidence of the “unbroken chain of calibration” performed.
If you cut this chain (by using a calibrator without measurement uncertainty coming from higher recognized laboratories), it means it is not a traceable calibration, and the succeeding calibrations that you will perform using the same calibrator.
You should verify the calibration certificate of your master standard after calibration for measurement uncertainty results to ensure the continuation of the traceability chain and therefore maintain traceability in calibration and confidence in measurements.
When we use the calibrated instrument as a master calibrator, we will use also its MU value to calculate the MU of the next UUC, thus establishing the next traceability chain. See no 7 below.
To read more about traceability, visit my related post in this link >> The Deeper Meaning of a Traceable Calibration Every Calibration Technician Must Understand
7. One of the Main and Important Components in Measurement Uncertainty Calculation
Measurement uncertainty itself is also one of the major contributors to uncertainty in measurement.
This is why there is no such thing as exact measurements because of this uncertainty in measurements even if it is the master standard.
Remember the Measurement traceability chain where each standard has its uncertainty contribution linking every standard in a chain.
We will consider measurement uncertainty results from the calibration certificate under the Type B uncertainty contribution added to the uncertainty budget.
An uncertainty budget is a form of a table that summarizes and tracks all the valid uncertainty contributions. It will also make the calculation simple and organized like in the Excel worksheet. See the below example of an uncertainty budget.
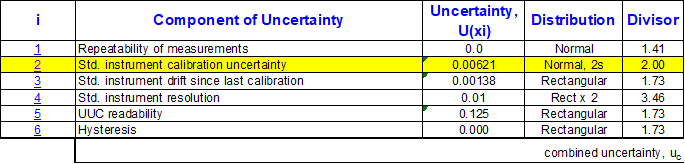
This also applies during CMC calculation for the laboratory scope.
8. Used to Determine Performance in Proficiency Test (PT) or Inter-laboratory Comparison (ILC)
Last but not least, Measurement Uncertainty is used to calculate the performance of measurement results during PT(Proficiency Test) or ILC (Inter-laboratory Comparison)
PT or ILC is an activity for quality control. It is used to validate a specific procedure, method, or measurement process by comparing the results to other laboratories.
One of the formulas used to evaluate PT/ILC results is the En Ratio or En Number.
En Ratio includes Measurement Uncertainty results in its formula. With this formula, you can determine if the PT or ILC performed has passed or failed. Refer to the below photo.
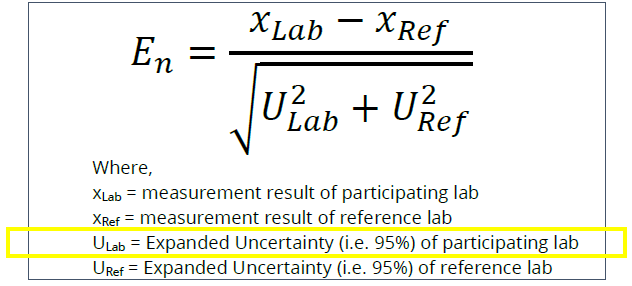
Performance Criteria:
• When the value of En is between -1 and +1, the results are considered satisfactory.
• When the value of En <-1 and En>+1, the results are considered unsatisfactory.
If you are applying for accreditation, PT/ILC it is a mandatory activity required by the accreditation body
With all these advantages of using measurement uncertainty, now the question is, do you know how to calculate Measurement Uncertainty?
Conclusion
Measurement uncertainty is one of the most important elements in calibration. Without measurement uncertainty, we cannot say that we have performed a complete calibration.
Measurement Uncertainty is one of the neglected results that need interpretation in a calibration report. To appreciate and learn to interpret it, we need first to understand how it is being used.
In this post, I have explained what is Measurement Uncertainty and presented 8 different ways on how to use it during your measurement process. These are:
- Used to determine the ” Range of True Value” (True Value)
- Measurement Uncertainty Provides Meaningful Comparison of Measurement Results.
- Used to Calculate TUR (Test Uncertainty Ratio)
- Used as a Tolerance Limit
- Providing Confidence and Traceability Evidence For the Unbroken Chain of Calibration
- For Conformity Assessment – An Important Element for a Decision Rule
- One of the Main and Important Components in Measurement Uncertainty Calculation
- Used to determine performance for Proficiency Test (PT) or Inter-laboratory Comparison (ILC)
I hope this post has boosted your knowledge and confidence to use and interpret the MU results reflected in your calibration certificate.
Do you have other uses for your MU reported in your calibration report? Please comment below.
Do not forget to subscribe!
Connect with me on my Facebook page.
Best Regards,
Edwin
26 Responses
Ferenc
555 / 5000
Fordítási találatok
This is a very difficult profession that we do.
(25 years of experience behind me)
Dear Edwin,
In my opinion, the standards (ISO17025: 2018) are too complicated, made by people who “have never seen a calibration laboratory.” The auditors are not so much, they are only asking for the paper (certf.) And are not interested in the content because they do not understand it.
We are wiht our customer between the two.
We we want to make good and fair testing and certf. , but the customer is only interested in having a paper.
Solve this.
I wish you a nice virus-free weekend.
Ferenc
from Budapest
edsponce
Hi Sir Ferenc,
Congratulations for reaching such experience. I hope I can reach that level also.
You are correct, I feel your dismay. We have studied and learn how to understand and implement the difficult processes to come up with the right results and yet, they only appreciate front page of the certificate (without the results). Because as you said, they do not understand it.
In this article, I hope it would help them understand and appreciate the results that we have prepared for them (specifically the customers).
Thanks for the comment, I appreciate the time reading my posts.
Keep safe.
Edwin
Erwin B.
Good job sir Edwin, a very clear and detailed explanation about measurement uncertainty using simple words easy to understand, that is why i like most of your blogs, you mention CMC calculation in figure 6. uncertainty budget. our company is establishing internal calibration specially in electrical calibration (using old 5700A), can we use the same uncertainty budgets for calculating CMC? and how do you define “best existing device” in computing CMC? thanks!
edsponce
Hi Erwin,
Thank you. You’re comment made my day.
As per your question about CMC, yes, you can use the same uncertainty budget. You just need to use the “best existing device”, which mean if you have a knowledge of the UUT that has the highest or best specifications in terms of accuracy and resolution that can be considered the ‘best existing device’.
But as per my experience, it is difficult to determine the best existing device available out there, therefore, what I others are doing (including me) is to remove in the uncertainty budget the contributions of the UUT or UUC, just the contributions for the reference standards. Now the result is the CMC.
I hope this helps.
Thanks for reading my posts, have a good day!
Edwin
Grzegorz
Hi
I would like to know if there is a possibility to make copy of Your’s ilustrations to show my listeners to understand Measurement Uncertainty Reported in a Calibration Certificate
edsponce
Hi Grzedorz,
Feel free to copy it if you need it. If there are other things I may be a help just let me know.
Best regards,
Edwin
saurabh negi
Dear Sir,
after reading your all blogs i learn things which i could not learnt during my entire career, i would like to request you to please understand MSA and Gage R&R how they are different from Uncertainty Calculation, is it required or not please explain
edsponce
Hi Saurabh,
Thank you for the motivation comment. I appreciate the time you spent reading my posts.
I have a background in past job with MSA together with Gage R&R and I can say that they are totally different but can supplement each other.
These are a simple difference between MSA and Measurement uncertainty:
MSA and Gage R&R are the 2 ways that we can use as a quality control usually for manufacturing industries. They will inform us about the performance of a process equipment including operators. Any results that are far from the set value will trigger a corrective action.
For measurement uncertainty (MU), which is specific to calibration laboratory or calibration results is very different. MU as I presented above is the combination of errors or known error. Since no measurement is perfect, we need to quantify (or put a value) this imperfectness, and the quantification of the imperfectness is the MU. The smaller the measurement uncertainty, the more exact or near the measured value to the actual or standard value.
If you are working in a calibration lab, MSA and GAGE R&R can be used as a quality control, but as per my experience, it is not required, unless an auditor will require it from you.
I hope this helps,
Edwin
Alda
Hi.
Why did you use 497 for reference? Why not 500?
edsponce
Hi Alda,
It is just my choice to show that a reference value is not always exact, also, I want to make the UUC reading exact. You can use 500 if you want to, then make the UUC value 503.
Thanks for reading.
Edwin.
saurabh negi
Dear Sir,
i have develop internal calibration system specially for mechanical field linear, ie Vernier and Micrometer, you are requested to let me know that the procedure of implementation of calculated uncertainty during in-house calibration, means let me know every time during calibration we have to calculate Uncertainty associated with each reading and each instruments separtertly ? , or we can fixed interval of calculation uncertainty and consider the same value during that interval.i want easiest and simple way, please help
edsponce
H Saurabh,
MU calculation always follows after you have gathered calibration data. The easiest and simplest way to calculate MU is to have a format and a template, you just need to fill in the necessary details then MU calculation will automatically be calculated for every instrument.
Thanks for reading,
Edwin
SAURABH NEGI
Dear Sir,
Can you please let me know the how we can implement plan and schedule MU in our Inhouse Calibration,id it required to obtain MU during each calibration reading when done or we can decide interval of calculating MU of different type of instruments.
1.Can we consider MU of 0-50mm Micrometer in 0-25mm Micrometer?
2: On how many Calibration point we will consider during calculation of MU of each instrument?
Pleaae advise and guide?
Regards
Saurabh Negi
edsponce
Hi Saurabh,
Measurement uncertainty calculations are performed after the completion of gathering calibration data. The interval is based on the calibration interval of the instruments. After every calibration, MU calculation is performed.
Measurement uncertainty calculation depends on many factors like the resolution and accuracy of instruments. Each range or calibration test point of the instrument has its own measurement uncertainty.
For question number 1, yes you can consider but it depends if they have the same specifications like accuracy or resolution. Also depends on your requirement in terms of acceptance criteria. But as I mentioned above, each instrument should have its own calculation and estimation for its MU.
For question number 2, calibration points depend on your procedure, your requirement, the instrument, and your resources. Usually, all calibration points have their own calculation of MU. But if you want only the user range, it is ok.
I hope this helps,
Edwin
Theo had
Dear author, a common parameter MU in a certificate is considered a factor of the unit under test or the master?
edsponce
Hi Theo,
MU uncertainty is the combined result of the master and the unit under test. In most cases, for the unit under test, it is the repeatability and resolution, everything else is from the master.
Thanks for reading my post.
Edwin
Alfred Lomat
Hello Sir,
Thanks for this article. I just want to confirm, if you multiply the expanded uncertainty to 2 ( UEx2) means 3 sigma or 4 sigma? Thank you Sir
edsponce
Hi Alfred,
Expanded uncertainty is already a 2 sigma therefore multiplying it by 2 becomes 4 sigma.
Thanks for reading my posts.
Edwin
Alfred Lomat
Thank you Sir Edwin for your reply and also for all the articles I have read so far 🙂
edsponce
Hi Alfred,
You are welcome. likewise, thank you for reading my articles, I appreciate it.
Best regards,
Edwin
Rasli Rais
Very good explanations about MU.
Thank you very much, Sir.
edsponce
Hi Rasli,
You are welcome, thanks for reading.
Best regards,
Edwin
Sireesha
Dear Sir,
We are a NABL accredited water & electronics testing laboratory and i got a doubt on calculation of MU.
Is that mandatory for a laboratory to calculate MU after each calibration of their testing instrument.If yes can you please provide the supporting guideline document.
Thanks
Sireesha
edsponce
Hi Sireesha,
Yes it is mandatory, you can check ISO 17025 under clause 7.6 Evaluation of measurement uncertainty. Your accreditation will be in question if MU calculation is not included.
Thanks and regards,
Edwin
Yusuf
Hi,
We have to plan to implement in-house calibration, so we have procure the master reference instruments with good accuracy.
1.Now to start the calibration of field devices using the master, is just the traceability of master instrument enough?
2. For inhouse calibration, is it mandatory to calculate MU? If yes, guideline?
3. Should i have controlled environment lab ? as i am using the master at the field only
4. If I shud have MU, from where i can start? like template or software i can get?
edsponce
Hi Yusuf,
Please see below responses to your inquiries.
1. If the supplier is an accredited lab or use an accredited lab to calibrated the master then yes it is enough. Traceability should be evident in the calibration certificate. You can read my guide in this post >> How to Properly Use and Interpret an ISO 17025 Calibration Certificate
2. For in-house, it is not mandatory unless you implement ISO 17025 requirements. Implementation depends on the requirement of your QMS or requirements of the customers. But having it included in your process is recommended.
3. Yes, you still need to. Maintaining the accuracy and reliability of your standard is crucial. Therefore, one way to this is to have a controlled environment during storage. A requirement of ISO 9001 under 7.5.1.2 if you are using it.
4. Calculation of measurement uncertainty needs training, there are factors that you need to understand first. There is a template and calculator usually in MS Excel that you can use. I can provide this for you if you need my help.
I hope this helps,
Edwin