As a Calibration technician, or quality personnel, have you felt confused about whether to perform calibration or verification on a specific instrument?
How can you tell if you only need verification? Or Just calibration?
What needs to be performed first, to calibrate or to verify?
As per ISO 9001:2015, one of the main requirements for measurement instruments is to verify or calibrate, or both. See below the actual clause:
Under Clause 7.1.5.2: “measuring equipment shall be calibrated or verified, or both, at specified intervals, or prior to use, against measurement standards traceable to international or national measurement standards”
There are Measurement activities where each process has an Intended purpose where you need either to calibrate, verify, or both.
Therefore, it is important to understand the differences between calibration and verification to have a clear view of what to expect on a given measurement requirement.
In this post, I will share with you when to use calibration only, verification only, or both calibration and verification.
In order to properly implement each measurement process, let us start by discussing first the difference between calibration and verification.
What Is Calibration?
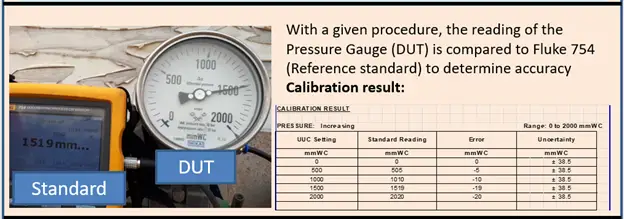
In a simple definition, Calibration is the comparison of the reference standard output (calibrator) with the output of the Device Under Test (DUT) to obtain a measurement result (error, correction, and measurement uncertainty), you may or may not need to perform adjustment.
The process of calibration includes:
- Generate a reading from the DUT and Reference Std based on a calibration procedure.
- Compare reading of the DUT to the readings of the reference standard. In order to compare, we calculate the error and/or correction.
- We calculate measurement uncertainty to determine the range of location where the true measured value lies.
- With the above results, we can determine the accuracy of the DUT.
- All these are reported in a calibration certificate.
One main goal in calibration is to determine the accuracy of the DUT. Accuracy will show us how close or far the measured value is to the standard value. But how is accuracy determined?
You can determine the accuracy by using the reference value and the DUT value that you acquire from the calibration results.
This calibration result will lead us to the value of the “error”, calculated during the comparison of the standard and the DUT.
The “error” is calculated, with the below formula:
Error = DUT Value – Reference Value
Once the “error” is calculated, You can now use the below formula:
Accuracy = % Error = (True value – actual value/ True value )X 100%
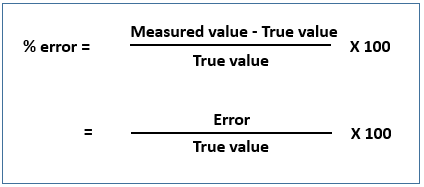
The smaller the % error, the more accurate the DUT.
You already knew the error and how accurate your DUT is, but as the User or owner of the DUT, does it mean something to you?
We do not have a basis to confirm that an ‘error value’ is large or small if we do not have a specification. Or in other words, an error value is more meaningful if we have tolerance limits that we follow.
This is where verification comes in. To give meaning to your measured value in order for you to decide if the measured results are acceptable or not based on a specification which is normally the tolerance limit.
Read more in this link about accuracy and other important calibration terms >> accuracy
What is Verification?
And now, let us define Verification.
As per JCGM 200:2012,” verification is the provision of objective evidence that a given item fulfills specified requirements”
Verification includes fulfillment of specified requirements, it means a check to confirm if a given measured value (DUT output) is within the specified requirements we set or follow. The specified requirements I am referring to is the ‘acceptance criteria, the ‘tolerance limit’ or the Maximum Permissible Error (MPE). There are other requirements but this is what we always focus on for measurement results.
Our main goal here is to determine if the DUT fulfills the specified requirements and if the output display is within (or outside) the required specifications.
“While calibration is the comparison of DUT reading with the Reference Value, Verification is the confirmation of the DUT reading if it is within the range of the “Tolerance Limit”.
Once we confirm that the output of the DUT is within its tolerance limit, a ‘Pass’ or ‘Fail’ decision is made. This is where a ‘decision rule’ is also implemented.
This is why verification gives more meaning to the result of calibration.
A simple verification process includes:
- Using a traceable reference standard to get the output reading of the DUT. The result is the measured value based on a verification procedure.
- Set the tolerance limit or MPE.
- Check if the measured value is inside the tolerance limit.
- Then based on the result, decide if it is a Pass or a Fail.
- Record in a verification report and determine disposition.
Take note that the process of gathering data for verification is the same as calibration. We are still using a reference standard, which means we have an expected value that is from a reference standard before we take the reading of the DUT- a comparison stage.
It is important to use a calibrated and traceable check standard. This is because we cannot ensure the confidence of our verification result if the accuracy of our check standard is questionable
But there are times when the reference standard or check standard used for verification is not necessarily calibrated regularly as long as it is properly controlled and used only for the purpose of verification.
Another important requirement for verification is the tolerance limit, we should know first the tolerance limit before performing verification.
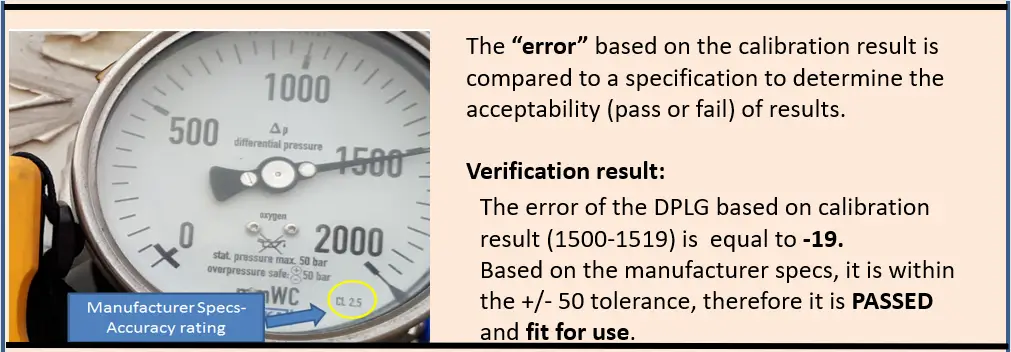
The tolerance limit can be based on ‘acceptance criteria’, Maximum Permissible Error (MPE), or ‘accuracy’, which mostly comes from manufacturer specifications.
During verification, we need the measurement results from the calibration we performed, specifically the “error” and “uncertainty” values.
To Verify, To Calibrate, or Both?
When To Calibrate?
Calibration is a requirement before using any measuring instrument that has an effect on the quality of products or services provided.
The main purpose (in a technical sense) why we need to perform calibration are:
- To determine the exact values of the output parameters of our instruments- Accuracy.
- To determine or calculate the measurement uncertainty which has an effect to the validity of measurement results.
- To calculate the correction factors to be used in our measurement process to remove or compensate the encountered errors.
In addition to this, calibration is needed if:
- You need a calibration report to determine the accuracy of your Instruments to make corrections to the measured value.
- Requirement of a customer, standard, process or a regulatory requirement to ensure confidence of the instruments to be used in the measurement process.
- To established metrological traceability of standards used.
- If equipments has been mishandled or overloaded or give questionable results.
- ISO 9001 requirements (see Clause 7.1.5.2), which states that Any instrument that is used to verify the conformity of products or needs confidence that the instrument is providing a valid results, then it should be calibrated.
Calibration provides you with the measurement results where you can calculate the error and the measurement uncertainties. This in return will inform you how accurate your instruments are just by looking at the errors encountered. The smaller the errors the more accurate your instruments.
By having the calculated errors at hand, you can determine the necessary corrections in order to perform the necessary adjustment during the measurement process. The adjustment is either system adjustment (automated adjustment) or through the use of a ‘correction factor’. With the use of correction factors or automated adjustment (for some instruments), we can now make our measuring instrument more accurate.
When To Verify?
Our main goal in verification is to confirm if our measuring instrument’s measured value (DUT output) is within the specified acceptance criteria or tolerance limit which leads us to a ‘pass’ or ‘fail’ decision.
Verification can be performed before or after a calibration takes place. This is one part of quality control in order to determine the before and after the status of your DUT. See #6 below.
The following are some reasons why we perform verification:
- To ensure that a measuring instrument in use is measuring accurately while it is still within the calibration interval (calibration due date). This will fall under the process of ‘Intermediate Check’.
- After installation or reinstallation of a new instrument to a measuring system.
- Important change in the measuring instruments such as transferring to a new location or update of a new software.
- You are performing a ‘Test’ to confirm if it will pass or fail that will lead to a decision.
- If you want to determine the accuracy at a specific range only.
- As part of quality control where we check our instrument every time it is returned back from a 3rd party calibration. A requirement under clause 6.4.4 of ISO 17025:2017 which stated that: The laboratory shall verify that equipment conforms to specified requirements before being placed or returned into service.
- In relation to a calibration method, we need to confirm if it is suitable with the existing reference standards to apply with the calibration procedure before introducing it for use. This is a requirement under clause 7.2.1.5 of ISO 17025:2017 Standards, which states that: The laboratory shall verify that it can properly perform methods before introducing them by ensuring that it can achieve the required performance.
- If the measuring instrument has been mishandled or overloaded or give questionable results.
- During the receipt of a newly calibrated DUT or after using the Reference Standard onsite – also an Intermediate check.
Also, one good reason to perform verification is to determine if the measuring instrument we use is still fit for its intended purpose. If the intended purpose is to monitor temperatures at a specific range, then we should verify that range if it is within the tolerable limit of the set temperature, not necessarily the whole range.
Then what comes next after Verification?.
Depending on your results, below are some dispositions after verification, these are:
- to recalibrate,
- to adjust, either automatically, mechanically or through the use of a correction factor
- extend/lessen usability or calibration interval,
- scrap or make obsolete.
Both (Calibrate and Verify)
Both calibration and verification are used to maintain fitness for purpose of the monitoring and measurement resources in every industry.
If you are implementing a calibration lab whether an in-house calibration lab or an external calibration lab, these two processes mostly come together.
Some examples are:
- After every calibration that is performed, a verification always follows in order to determine the acceptability of results and the assurance that the calibrated instruments are in confidence and fit to use.
- Before calibration, we perform verification first to determine if the DUT for calibration is functioning well and still in tolerance, this is what we call the “as found” status. If the DUT is still in tolerance, then no adjustment is needed, we continue to calibrate as per the calibration procedure and a final calibration report will be provided.
Both calibration and verification are also applicable during the review of results in a calibration report. Applicable in the sense that we review first the calibration result before we perform verification using the provided tolerance limit. This is done by comparing the “error” results with the tolerance limit of the DUT that is reported in a calibration certificate. See the example below:
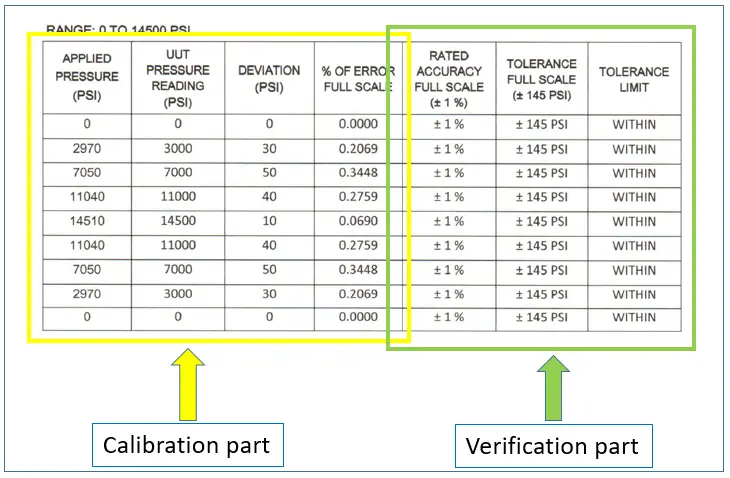
This is also the part where we need to learn how to interpret a calibration certificate. To check any remarks and to determine any failed or out of tolerance results.
As we can see, the ‘verification process’ needs to meet the requirements of the ‘calibration process’ in order to have a valid decision during verification.
One good example that we always verify and calibrate is the weighing scale. We use a standard weight in performing calibration and verification.
First, we verify the scale by putting the standard weights on its platform, in this process, we should know the expected value and the tolerance limit.
If the measured output of the scale is within the tolerance limit, it has “passed” our verification then calibration is not needed. But if it fails, we need to adjust and then perform calibration.
We need to review again the measurement results after calibration and use the results to perform another verification to ensure that it is fit to use.
Every time the scale has “passed” our verification, we can continue to use it. But at the time the weighing scale is out of tolerance, then it is time to send it for calibration or perform a calibration.
Conclusion
Now to answer the question, “what needs to be performed first, to verify or to calibrate”?
The answer to this question is to “calibrate first before verification can take place”. One main reason is, we need first the calibration data (measured value and/or error value) before we can verify the results using the specifications of the measuring instrument.
Also, it is a best practice to perform verification after calibration in order to determine if the calibration performed is acceptable. If the results are not acceptable, then we need to adjust and recalibrate the Instrument.
Another way to determine that calibration takes place first is through the calibration certificate. If we observe the calibration results (presented above), we need to determine first the error by subtracting the STD and DUT results, then afterward, we compare the error (or the measured value) with the tolerance limit or MPE.
When it comes to choosing whether to calibrate or verify, ask this question, “what is my goal in doing this measurement, is it to determine the accuracy (error or correction) or to determine if it is still suitable for its intended purpose?“
If your goal is to determine the ‘accuracy’ only of the DUT for the purpose of correcting or removing errors, then you need to perform calibration only.
But if your goal is to determine if an instrument is ‘within its specification and fit to use’, then perform only verification using a calibrated standard.
If your answer is both, then you need to perform calibration and verification.
Thank you for reading my article.
Please comment and subscribe!
Connect with me on my Facebook page.
Best Regards,
Edwin
10 Responses
John Lee
Thanks for your clear explanation of the differences.
I have one question regarding the need for adjustments, related to your comment, “before calibration, we perform verification first to determine if the DUT for calibration is functioning well and still in tolerance, this is what we call the ‘as found’ status. If the DUT is still in tolerance, then no adjustment is needed…” as it relates to another of your excellent blog posts titled “CALIBRATION INTERVAL: HOW TO INCREASE THE CALIBRATION FREQUENCY OF INSTRUMENTS.”
If we notice that the DUT has been drifting, but still within the 80% Warning Level, should we routinely “re-center” the DUT as part of the calibration process?
edsponce
Hi John,
Thank you for reading my posts.
Adjustment in calibration is not always part of calibration process. This depends on the capability of the lab and the approval of the customer.
Also, the answer to your question whether to routinely re-center depends on the data and resources you have.
If you see a trend after a successive calibration and the drift are increasing where it is becoming near the 80% margin, then yes, it is better to consider an adjustment to re-center and increase the accuracy of your instrument. There is a possibility that on the next calibration interval, the instrument’s performance may already fall outside the specifications.
But if the trend is consistent to stay just within the 80% margin on an up and down trend and still close to the center if you get the average, then it is ok. It means that the instrument has good stability. This will save you time and resources.
Some or most instruments can only be adjusted by the manufacturer that has a cost. If the instrument is easy to adjust and you have a good resource, it is a good idea to maintain it in its most accurate state because most of the instruments we use, we can only determine its ‘fitness for purpose’ if after another recalibration is performed.
As a final thought, your decision in ‘re-centering’ the DUT should be based on the data you have and the criticality of the product or the process where it is being used.
I hope this helps,
Edwin
John Lee
Hi Edwin,
Thanks for your reply.
I agree that there is no substitute for having actual historical data. Although some production managers and engineers think it totally logical to re-center the DUT whenever possible, I try to warn them to avoid what Deming and others call “tampering” with a system that is not out-of-control.
edsponce
Hi John,
Yes, I agree with you. There is a reason why we have a tolerance limit or specifications that we follow. That is why it is important to have historical data to support our claims that adjustment is not needed and that our process is in control (or out of control).
Thanks again for the read.
Best regards,
Edwin
Charlie
Good day sir, every shift in our work our personnel did an instrument check based on the result of calibration using standard. This is to determine if the correction based on cal cert is still applicable. When it is out of range ( based on uncertatinty), a new correction is to be applied. Is this still a verification? Thanks
edsponce
Hi Charlie,
If you use a reference standard to determine the error, and if this error+/-uncertainty is analyzed to be within the tolerance limit or outside the limit, then yes it is a verification.
After verification and you intend to use the measurement results, this is where the correction factor is applied to compensate for the encountered error.
I hope I understand your point.
Edwin
Yonglu
Hi, will like to ask a question on verification. Does the reference standard used for verfication need to lie within the range of final measurement? How many verification readings (of varying thickness assuming i am doing thickness measurement now) should i be taking?
edsponce
Hi Yonglu,
There are no fixed rules regarding verification readings. This depends on many factors like the procedure requirements, range, and user requirements.
In order to perform verification, you need the tolerance limit or acceptance criteria for the instrument under verification. The output reading or its average reading will be compared to the tolerance limit to determine pass or failed results.
I hope this helps,
Edwin
Okey
Hello,
Thank you for this wonderful post. I am an accreditation assessor involved in the assessment of calibration and testing laboratories to ISO/IEC 17025:2017, and found the post quite educative and informative. Great job!
edsponce
Hi Okey,
You’re welcome. I am glad you liked it, I appreciate the comments.
Best regards,
Edwin