Before considering using a balance or performing a weighing scale verification, one primary requirement is to know the tolerance limit. The user should determine the tolerance limit in consideration of their process, but this is not always the case.
As per my experience, most users rely on the manufacturer’s specifications as the basis of their tolerance limit. But one problem I see is that it does not show the tolerance limit or accuracy rating in their specifications (user manual).
How can you verify the balance if the tolerance is not known or given in its specification?
Determining the tolerance of the balance is a bit tricky if you do not know certain terms and parameters dedicated to a weighing scale.
In this post, I will share with you how to check the accuracy of the weighing scale when its accuracy or tolerance limit is not given. I will share the calculations here based on the OIML R 76-1 2006 Guide.
I will discuss the following topics:
- Types of Balances and Its Accuracy Class
- What is the Verification Scale Interval ‘e’?
- How to Calculate the Value of the Verification Scale Interval ‘e”?
- How to Choose the Appropriate Standard Weights Used for Balance Calibration or Verification?
- How to Perform Verification of Weighing Instruments Before Starting Calibration
I hope this post will help you learn how to use digital weighing scale specifications to calculate tolerance limits and other important parameters in order to perform properly a balance verification and calibration.
✅ Quick Answer: How to Determine Balance Tolerance
If tolerance is not given, follow these steps:
- Identify resolution (d)
- Calculate verification interval:
- e = 10d (for most precision balances)
- Calculate the number of verification intervals:
- n = Max / e
- Determine accuracy class (based on resolution)
- Use OIML table to get MPE:
- Example: MPE = 1.5e
- Compare error with MPE to verify acceptance
Types of Balances and Their Accuracy Class
Before performing balance calibration and verification, it is essential to familiarize ourselves with the various types of non-automatic weighing scales.
There are many kinds of scales, and honestly, it can be confusing if you are not familiar with them.
If you are familiar with the balances, you can easily determine the accuracy class and therefore its MPE (Maximum Permissible Error), which is our goal in this post.
Different types of balances have their own specific number of resolution and accuracy classes. It is important to know the accuracy class because it will help you determine the tolerance limits of the balance.
To easily understand, see the table below, which is based on table 1 of NABL doc 129.
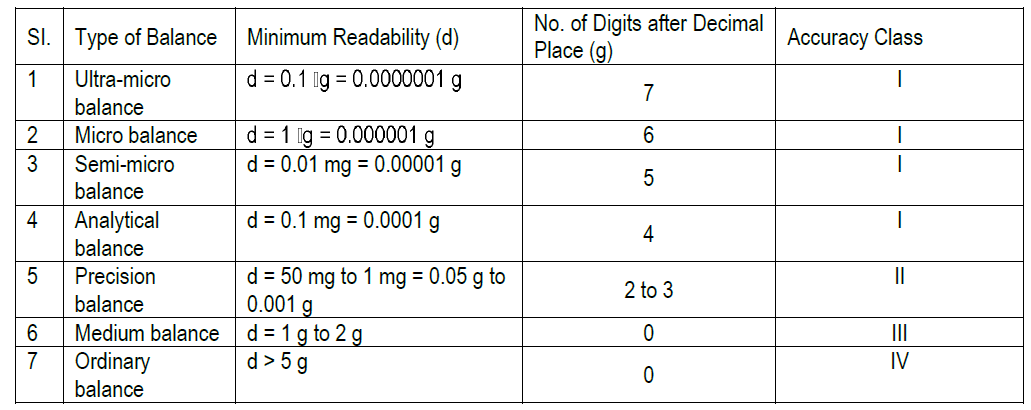
Observe that the higher the Accuracy Class, the more decimal places before the significant digit. For example, during the calibration of analytical balance, you easily know that it has 4 decimal places, and it falls under Class I accuracy class.
It is easier to determine the types of balance when you know its accuracy class and number of decimal places and the other way around.
Every type of balance has its own accuracy class and, therefore, a tolerance limit or an MPE (maximum permissible error). This is comparable to a pressure gauge, where its accuracy class or grade gives you a direct accuracy rating.
But in a balance or weighing machine, it is different; the accuracy class is only a part of the requirement in order to calculate the mpe or tolerance limit. Therefore, it is important to familiarize ourselves first with the accuracy class of a balance.
Below are the symbols used for each accuracy class marked on different weighing scales as per OIML R76-1:

Now that we have determined the different types of Non-Automatic Weighing Scales (NAWS) with its accuracy class, we are now ready for the next requirement, to determine the “Verification Scale Interval – e”
What is the Verification Scale Interval ‘e’?
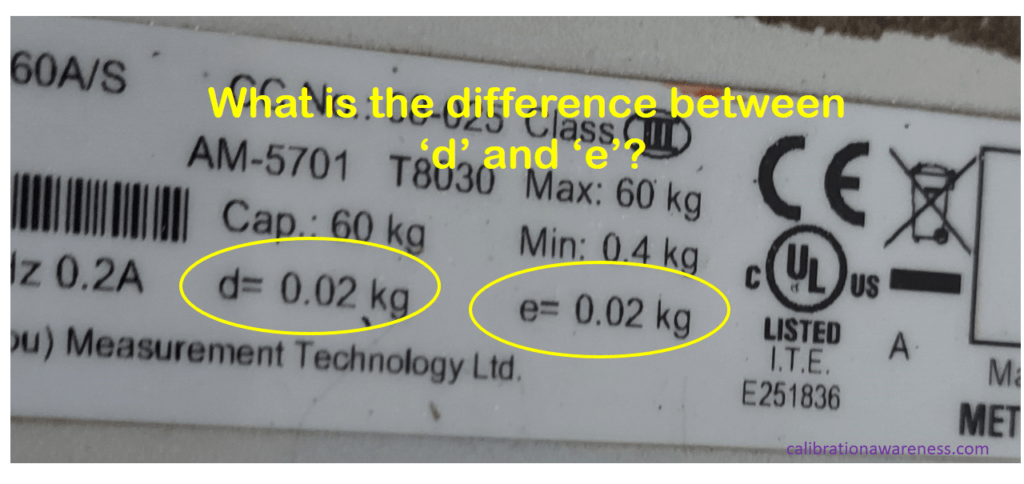
If you noticed the specifications of most balances in their user manual, you will see the letter ‘e’ alongside the letter ‘d’.
My first time exposed to the ‘e’ and ‘d’ term makes me confused about their use; what I do is just ignore the ‘e’ term. But now that I understand their difference, I see that the ‘e’ term has more use than the ‘d’ term.
Let us see the definition of verification scale interval ‘e’ and the actual scale interval ‘d’ to understand better.
Actual scale interval – the symbol is ‘d’ which is commonly known as the resolution, readability, or the smallest change that we can observe. As per the OIML definition, it is the difference of two consecutive indicated values.
Verification Scale Interval– uses the symbol ‘e’– which is defined under OIML as “Value, expressed in units of mass, used for the classification and verification of an instrument.”
Verification Scale Interval ‘e’ is a scale interval used for verification purposes, hence the term “verification’ with it.
This means that during verification, in order for us to determine the classification and tolerance of our balance, we need the value of ‘e’, the verification scale interval, which is based on the actual scale interval, the ‘d’, or the resolution.
You can understand more about the use of the ‘e’ by referring to the table below.

The table we have just seen above shows the requirements for every accuracy class. If you know the ‘e’, you can determine:
- The minimum capacity of the balance, some balance specifications, minimum range is not given, therefore, we need to calculate in order to determine the minimum range where the balance can perform its best.
- The accuracy class of the balance
- The mpe or the tolerance limit of the balance
Once you have determined the ‘e’ value, you can now calculate its tolerance limit and then perform a verification.
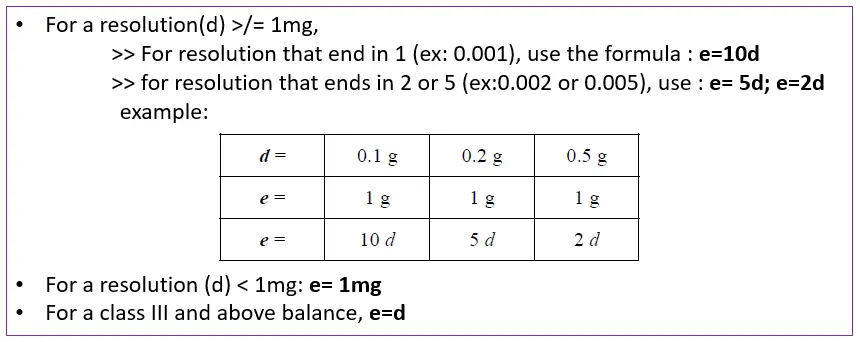
Usually, e = d on class III and IIII balances (ordinary balances)
How to Calculate the Verification Scale Interval ‘e”?
Below are ways to calculate the value of ‘e’.
Determine the resolution ‘d’, then;
For example:
balance resolution ‘d’ =0.001 g
e =10(d) = 10 (0.001)
e=0.01 g
Now that you have calculated the value of ‘e’. You can now calculate and determine the tolerance limit or the MPE of the balance. But before we determine the MPE, let us first learn how to choose suitable standard weights to be used for our verification or calibration.
How to Choose the Appropriate Standard Weights Used for Balance Calibration or Verification?
Before we perform the calibration or verification, it is important to determine first the suitability of the standard weights that we will use for the balance.
Here is a simple formula to use as per the OIML guide.
“They shall not have an error greater than 1/3 of the maximum permissible error of the instrument for the applied load“.
The error that is referred to here is the measurement uncertainty value. The expanded uncertainty found in the calibration certificate of the standard mass. This means that the measurement uncertainty of the standard weights to be used should be within the limits if the mpe of the balance will be divided by 3. See below the relationship/equation.

.Example:
Balance mpe: 0.01 grams
0.01/3 = 0.0033 grams.
>> This means that the measurement uncertainty of the standard weights should not exceed 0.0033 grams.
To make it simpler, here is a summarized guide from UKAS Lab 14.
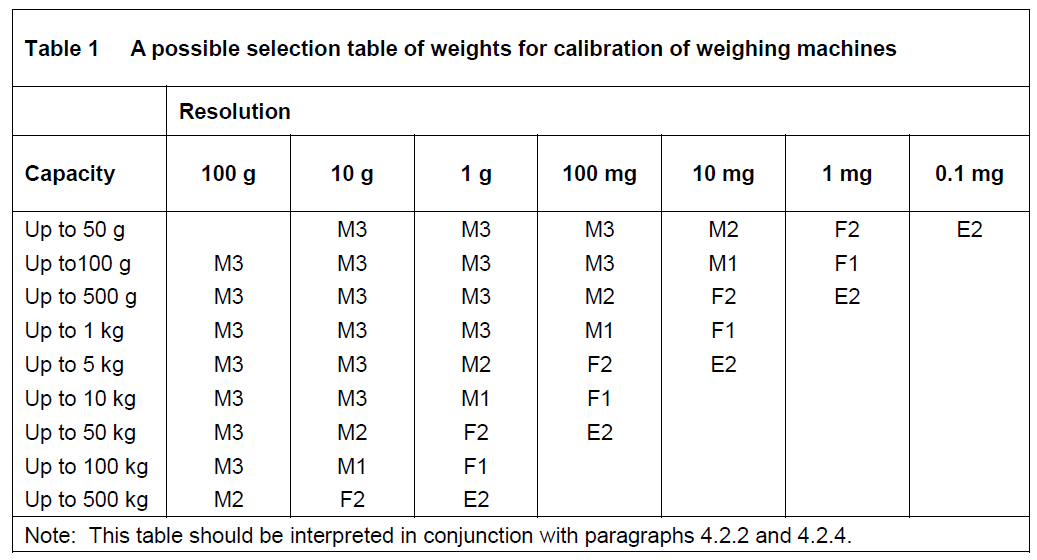
For example A 500 g capacity balance with a resolution of 1 g, a class M3 standard weight is appropriate or has enough accuracy to be used for calibration or verification.
How to Determine the Tolerance Limit or MPE of the Balance?
Now that we know the value of ‘e’, and the accuracy class of the balance, we can easily calculate the mpe that we need.
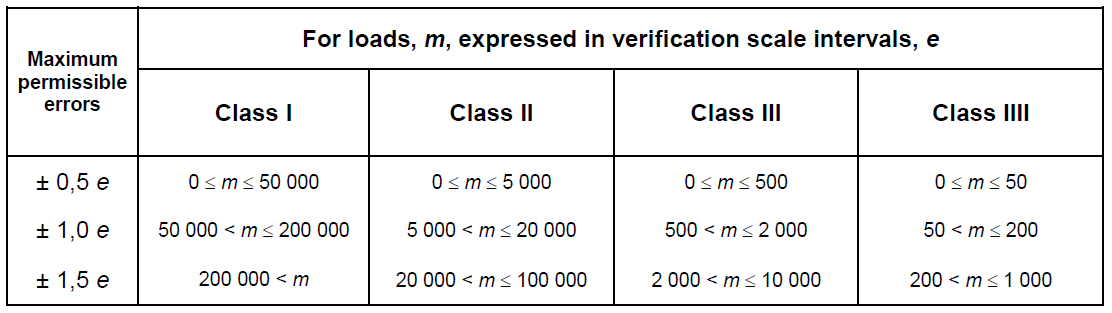
By using the tables below, we can now determine the tolerance of our balance.
But another value, the ‘m’ value is now needed. ‘m’ is the value of ‘Mass’ but expressed in “Verification Scale Intervals ‘n’. To calculate ‘m’, below is the formula:
After we have determined m, we can now choose the multiplier for our ‘e’ (first column) and then calculate our mpe or tolerance limit, see the table below.
Example 1:
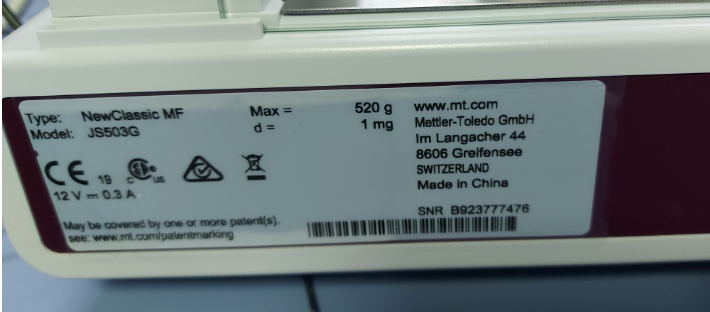
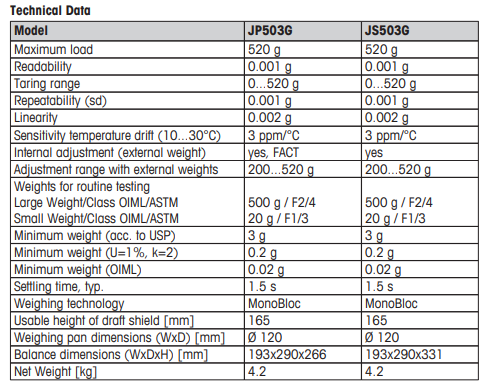
Given the specifications above, you will notice that the accuracy or tolerance limit is not given. Below are the specs we need.
Max = 520 g
d= 0.001 g
Verification Scale Interval ‘e’ and Accuracy Class is not given, but based on its resolution, this is a Class II balance, which is a precision balance with high accuracy based on the table above (Types of Balances).
First, let us calculate ‘e’
Formula:
e = 10d; where d = 0.001 g
= 10 (0.001)
e = 0.01 g
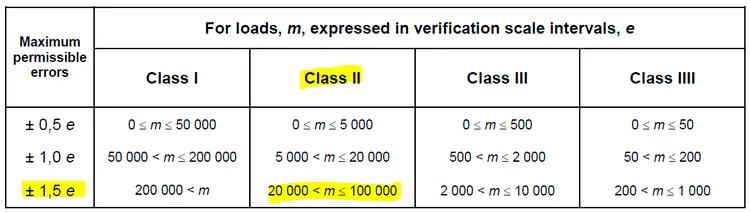
Now that we have the value of e, we need to refer to the table above:
We need now the accuracy class and the Verification scale intervals ‘n’
n = Max/e = m
= 520/0.01
n = 52000
Now, based on the table below, we can see where the value of m =n= 52000 will fall, which is under class II with mpe = 1.5e
mpe=1.5(0.01)
mpe= +/- 0.015 grams = tolerance limit
We can also calculate the minimum range, based on the given formula above where,
Min =20e
=20 (0.01)
Minimum range = 0.2 grams
Now that we have calculated the tolerance, it is now time to perform the balance verification.
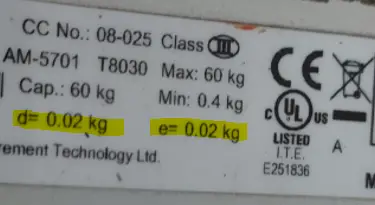
Example 2, where the value of ‘e’ is provided
Refer to the photo below:
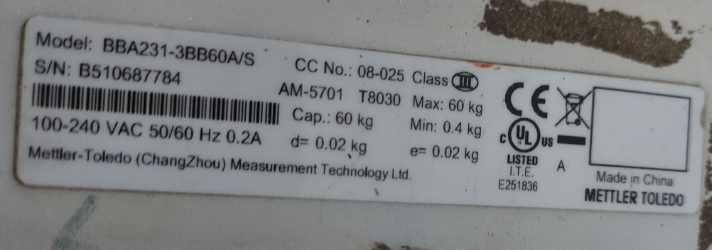
The above specifications are easier to calculate because the accuracy class and ‘e’ are already given. We have,
Given:
Accuracy Class = III
Max = 60 kg
Min= 0.4 kg
d=0.02 kg
e=0.02 kg; where e=d in a class III balance
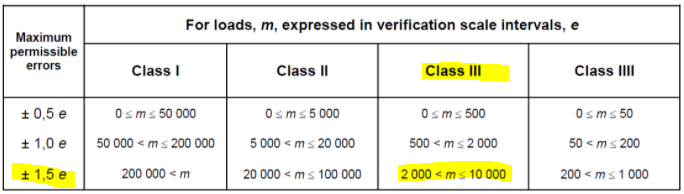
Calculate:
1. The value of n, where n= max/e
= 60/0.02
n = 3000
- The mpe, where mpe=1.5e (see below table)
=1.5(0.02)
mpe = 0.03 kg
How to Perform Verification of Weighing Instruments Before Starting Calibration?
Before calibration of the balance is performed, the initial task is to first perform the verification of the balance, and then afterward an adjustment if needed. This makes it different to other instruments where calibration is first performed before verification.
One reason is that there is no point in performing a balance calibration if you know in your results that the readings are far from the nominal of the standard weights used.
This is why initial verification is performed then an adjustment follows.
Once we determined the standard weights to be used, the next is to perform a balance verification. If we say verification, we will perform a simple test using a known mass, then we will compare the display of the balance with the nominal value of the standard weights. For the results to be acceptable, they should be within the MPE or tolerance limit of the balance.
The initial verification is performed by determining 80% capacity of the balance. After warm-up time and exercising or preloading the pan, we then use a standard weight that is equal or near the 80 % capacity of the balance.
For example:
Balance Max Capacity =3750 g
Tolerance Limit=0.1 g
The standard weight to use is 80% of 3750 = 0.8*3750 = 3000g, therefore, you can use the exact nominal value which is 3000 g standard weights.
As found value = 2999.86
Error = 2999.86-3000 = -0.14
Based on the results and tolerance limit, it is a FAIL, Therefore, we need to perform an adjustment
We call this verification “Adjustment of Error Close to Max”. We can perform the adjustment either an internal adjustment or an external adjustment. (See the difference of internal and external adjustment in this link>> Balance adjustment)
But before performing the verification process, it is assumed that you already know the MPE or the tolerance limit of the balance.
To calculate the accuracy of a digital weighing scale, you can check my other posts here>> Accuracy
Frequently Asked Questions (FAQ)
1. What is the tolerance of a weighing scale?
Tolerance is the maximum permissible error (MPE) that defines whether a weighing instrument is acceptable.
2. How do you calculate MPE of a balance?
MPE is calculated using the verification scale interval (e) and accuracy class based on OIML R76.
3. What is the difference between d and e?
- d = resolution
- e = verification scale interval used for classification
4. Can I use manufacturer specs as tolerance?
Yes, but only if aligned with your process requirements.
5. What if no tolerance is defined at all?
You must define tolerance based on:
- process requirements
- standards
- uncertainty
Conclusion
In order to perform verification of balance, it is important to determine the value of ‘e’, which is known as the ‘verification scale interval.’
Verification scale interval ‘e’ is comparable to the resolution ‘d’, which is the smallest display you can read. But ‘e’ is used for determining the MPE or tolerance limit and the classification of the balance (accuracy class) for verification purposes. Calculations to determine e and the tolerance limit are discussed.
In this post, I have presented the following:
- Types of Balances and Its Accuracy Class
- What is the Verification Scale Interval ‘e’?
- How to Calculate the Value of the Verification Scale Interval ‘e”?
- How to Choose the Appropriate Standard Weights Used for Balance Calibration or Verification?
- How to Perform Verification of Weighing Instruments Before Starting Calibration?
Please understand that this is just a recommendation if you do not have a basis for your tolerance limit. You should verify its suitability before implementation. The calculation of the tolerance limit should be based on your own process and on the actual performance of the balance.
If you like this article, I appreciate if you could share, leave a comment, and subscribe.
You can also connect with me on my Facebook page.
Best Regards,
Edwin
89 Responses
Sriyani Chandrika
Thanks your post. It is very useful to me. I am working in NML Sri Lanka.
Can you post intermediate checking method for electricity meters / Energy meters
edsponce
Hi Sriyani,
You are welcome. Thanks for visiting my site.
I will include in my list your concern in my future posts.
Happy to connect with a fellow Metrologist.
Best regards,
Edwin
Joshua Keter
Elaborate!
I head a calibration Lab in Kenya and this soo useful to me
edsponce
Hi Joshua,
I am glad that this post is useful to you.
Thanks for commenting and reading my post.
Best regards,
Edwin
Ben
Hello,
What do you meant by Class III “Or Above”? does Above mean better or does it mean Class IV ?
Thanks,
edsponce
Hi Ben,
‘Above’ means class IV, next to class III, where accuracy is lesser, therefore, the tolerance limit is getting higher.
Thanks for reading my post.
Edwin
Vinod Kumar
Dear Mr. Edwn, Thanks for your valuable post, We have an analytical balance at worplace with following specs Mettler Toledo/TE204, Max. capacity 220g, Minimum Capacity: 0.1g, e:1mg, d:0.1mg. I am doubtful about e and d value, this balance resolution is 1 mg (displayed 1.000 g @ 1 g standard weight). if we call d as resolution then this balance not meets the standard norms. Your comment is required in the clarification of the same.
edsponce
Hi Vinod,
The specification is ok. Have you checked the user manual, maybe there is a setting to adjust the full resolution to 0.0001g. This can be done to most high-end balances.
But, if that is really the exact specifications for ‘d’, then you need to calculate the ‘e’ based on the actual resolution that you have.
I hope this helps,
Edwin
Salim Muktar mohammed
Very educative. Intertwining Relationships in mass calibration explained in details. e, d, m, MPE, class of the balance and weight, uncertainty values, and initial verification. What more do you need?? Thank you Edwin
edsponce
Hi Salim,
You are welcome.
Thank you for the encouraging comments. I appreciate the time reading my post.
Best Regards,
Edwin
Robbie
Very informative with fundamentals of measurement.
edsponce
HI Robbie,
Thank you. I am glad you liked it.
Edwin
Robbie
Hi Edwin,
When n=52000, per table, it also falls under Class-I where 50000 <m<=200000. Please clarify why a Class-II is being considered? Even per your first table of balances and accuracy class, it should fall under Class-I.
edsponce
Hi Robbie,
The 520g balance with d=0.001 will fall under Class II based on its resolution. See again the very first table where 0.001 is under Class II with 2 to3 decimal places.
Since we already know it is under Class II, we will match it with its n=52000 aligned with 1.5e.
I hope this helps, thanks for reading my post.
Thanks and regards,
Edwin
Robbie
On the same note, what class and MPE should be for a 120g max capacity balance with d = 0.1mg?
edsponce
Hi Robbie,
See below:
a 120g max capacity balance with d = 0.1mg
– d=0.1 mg = 0.0001g resolution fall under Class I balance.
– e=1mg;
– n=120/0.001 = 120,000
– MPE =1.0e = 1.0 (0.001) = 0.001g
Best regards,
Edwin
Oksana Klueva
I have a dual range Class I balance with full range of 120 g (d=0.1 mg) and fine range of 41 g (d=0.01 mg). Do I need to calculate MPE separately for both ranges? if I use fine range max capacity of 41 g, then e = 1 mg regardless but m =41 000 mg/1 mg = 41,000. That gives an MPE = 0.5 e = 0.5 mg. Should I use the large MPE or use both in the corresponding range?
edsponce
High Oksana,
Since your balance is a dual-range, then yes, you need to calculate the MPE separately.
I am glad that you have followed my instructions. MPE for 120g is 1mg while MPE for 41g is 0.5mg.
Thanks for visiting my site.
Edwin
Vinod Kumar
Dear Edwin,
Extraordinary efforts being put by you to create this blog. Very aligned topic of uncertainty in measurement for weighing scales will be helpful for many of people who are in the field of calibration. Expected short and quick post on the same from your side. Again thanks a lot for sharing useful information.
edsponce
Hi Vinod,
You are welcome and thank you as well for the heartwarming comments. I will consider in my future posts your recommendations.
I appreciate the time reading my posts.
Have a safe day,
Edwin
Mohammed Fahad
Hi Edwin,
Extremely useful and informative post. you very concisely and precisely elaborated the topic. it was easy to read and understand although I have a suggestion – the statement “Class III and above” is a bit confusing. A footnote clarifying the statement would be quite valuable. your effort is highly appreciated. Hope to meet you someday.
edsponce
Hi Mohammed,
Thank you for your inputs, I appreciate it. I will check and consider it.
Meeting you would be a pleasure.
Best regards,
Edwin
Ahmad Feiz
Greetings
In the following example where you have confirmed the scales, if you multiply 80% by 6000, it becomes 4800 grams, you get 3000 grams?
Balance Max Capacity = 5400 g
Tolerance Limit=0.1 g
Standard weights to use is 80% of 5400 = 0.8*6000 = 3000g, therefore, you can use the exact nominal value which is 3000 g standard weights.
As found value = 2999.86
Error = 2999.86-3000 = -0.14
edsponce
Hi Ahmad,
Thanks for letting me know, already corrected.
Appreciate the time reading my post.
Have a nice day,
Edwin
EDUARDO
EXCELENTE PUBLICACIÓN, PERO ESTÁ MAL SI APLICO d=e para todas las clases de balanzas???
edsponce
Hi Eduardo,
To determine the Tolerance Limit of the balance, we need the value of ‘e’. For lower class balances like Class III and above, d=e.
But if in your process where you are using class I and II, and you accept a tolerance limit with e=d, then it is OK. But make sure that the resulting Tolerance limit is accepted and documented as your tolerance limit.
I just translated your message, I hope this helps,
Edwin
Divya
Dear Edwin
is tere any importance of linearity in verification of balance
edsponce
Hi Divya,
Yes, this is one of the characteristics or performance of a balance that you should know if you are using the balance in different ranges. You will face an issue at higher ranges if the balance has a problem with linearity.
Linearity means that it has the same error or no error at all at increasing loads. If error is increasing with increasing load, then there is a problem with linearity that you need to fix. This error should be within acceptable range or specifications if you include it as part of your verification.
I hope this helps,
Edwin
Krish
Sir,
Excellent information…Thank u very much…
edsponce
Hi Krish,
You’re welcome,I am glad you liked it.
Thanks for reading.
Edwin
Alfred V. Lomat
Thank you a lot Sir!
edsponce
You’re welcome, Thanks for reading my posts.
Best regards,
Edwin
MOHAMED
Thanks from Libya,I am performing calibration and your information helped alot.
Could you please send me email so we can keep on touch .
m_ammar_t@yahoo.co.uk
edsponce
Hi Mohamed,
You are welcome. I am glad this article has helped you.
This is my email add: edwin@calibrationawareness.com
Thanks for visiting my site. Any concerns you have just message me.
Regards,
Edwin
Jay
I run a processing plant that utilizes weighing scales. This has been very useful in helping me prepare procedures for receiving inspection of scales. Just curious, this article appears to be focused on digital scales, but from what I understand, the information in this specific article can also be applied to analog scales.
edsponce
Hi Jay,
Yes you are correct, this is focused on digital scales where ‘e’ term is given which confuses most of the users. But also applicable to some analog scales that follows the accuracy classes.
You may also check other references like ‘NIST Handbook 44’ for other tolerance limits.
I am glad that this article has been useful to you. Thanks for reading my posts.
Best regards,
Edwin
divya
Dear Edwin,
Do we need to perform daily checks for weighing balance.Is it mandatory as per ISO17025.If so, which all range of a balance we need to check and the acceptance criteria
divya
edsponce
Hi Divya,
Yes, it is mandatory to check the weighing balance as per 17025 or ISO 9001. It will fall under intermediate check. But the frequency of checking depends on the criticality of use or as per your procedure. The range and acceptance criteria are also based on your usage, no need to test all ranges as long as you check the range you use. Acceptance criteria may be based on manufacturer specs or you can use the procedure that I have presented here.
I hope this helps.
Upinder
Hello Edwin
Very nice topic and explained very well
I have a 30000 g balance with d= 0.1 g.
I calculated it’s n=m= 300000
Then what will MPE
Ann you explain for me
Thank you
edsponce
Hi Upinder,
This is how I calculate this:
range: 30,000g
d=0.1g
e= 10*0.1 =1g
n= Max/e= 30000/1 = 30000, this still fall under classII (check the table above)
therefore, mpe =1.5e = 1.5*1
mpe = 1.5g
I hope this helps,
Edwin
divya
Dear Edwin
Do we need to do calibration checks of weighing balance idaily.If so what will be the acceptance limit we have to take’s it th error in the calibration certificate .
thanks
divya
edsponce
Hi Divya,
The checking depends on the procedure you set, there is no fixed requirement. The acceptance limit is usually based on the manufacturer specifications or the procedure that I presented here if you accept to follow it. You can also provide your own acceptance limit based on your process.
I hope I answered your concern.
Thanks for reading my post.
Edwin
Suradetch
Dear, Mr. Edwin
Thank you very much your post helps me a lot.
From calculated tolerance limit = +/-0.015 g
and the error from calibration certificate = 0.01 g but uncertainty value is 0.028 g (28 mg)
So how should to determine the MPE value to be consistent with this uncertainty value.
Thank you
edsponce
Hi Suradetch,
You are welcome.
Your MPE has nothing to do with the uncertainty results in this case. That is already the result provided by the calibration lab unless you perform the determination of your tolerance limit where you included the uncertainty value in the first place during the calculation of your tolerance limit.
Based on your result, it will become a problem when the large uncertainty value is included in the measurement results during verification, which will result to a ‘Fail’.
The large uncertainty value provided by the calibration lab means that:
1. Repeatability of your instrument is not good.
2. The standard used for calibration does not meet the 4:1 accuracy ratio, meaning, accuracy of the standard is bigger than the UUT.
3. The uncertainty value of the standard used is large.
4. There is a mistake during uncertainty estimation or calculation.
The best thing you can do are:
The best thing you can do are:
1. Adjust your tolerance limit.
2. Recalculate tolerance limit by including the measurement uncertainty in the calculation.
3. Call your calibration lab and verify if they can recalculate their measurement uncertainty with regards to your tolerance limit.
4. Look for a calibration lab that has a smaller uncertainty value – This will cost more but this is the best solution as per my analysis on your results.
I hope this helps.
Edwin
Nazanin
I can’t say thank you enough, you can’t imagine how you helped me to understand what I’ve read on OIML but I couldn’t completely figure that out,
THANK YOU AGAIN
edsponce
Hi Nazanin,
You are welcome, I am glad that this article has helped you.
Thanks for the comment.
Best regards,
Edwin
Phil
Great article and very helpful, I would just like the know the source for the formula n=m=MAX/e, it is not mentioned in OIML R 76-1 2006 Guide as far as I can tell.
Thank you 🙂
edsponce
Hi Phil,
Thanks for visiting my site.
The equation for ‘m’ is not directly shown in the standard but it is stated in the table that ‘m’ is expressed in the number of verification scale intervals which is the ‘n’.
I hope this helps,
Edwin
Kevin
AWESOME article, very useful information. Would be great if you put all these information in a Excel sheet, and share document.
Blessings!!!
edsponce
Hi Kevin,
Thanks for reading my posts. I appreciate it. I can compile it to a pdf file if that is what you want.
Best regards,
Edwin
Kevin
Hi Edwin. That would be great. You can share, or send me an email. Thanks again.
ALDA
Dear, Mr. Edwin
Thank you very much.
I need a scale that accurately measures up to three decimal places. What should be the characteristics of my scale?
edsponce
Hi Alda,
There are many parameters to consider when choosing a scale, one main consideration is the tolerance or accuracy. What I can suggest is to look for a scale that is 4 times or more accurate, you can determine this based on your process tolerance requirements.
Divide your process tolerance limit by 4, then based on this result, look for a scale with an accuracy that is near or smaller than the calculated result.
Accuracy can be the manufacturer-provided specifications, can be based on the measurement uncertainty results or from the calculated tolerance limit of the scale.
I hope this helps,
Edwin
Mike
Thank you for this article. It is very useful article. It really helped me a lot from the confusions I have while reading the OIML standards. I have some questions and I hope you can help me.
Is this computation of MPE is also applicable to weighing scales with resolution higher than 1kg? For example floor scale or platform scale or even weigh bridge.
Thank you in advance.
edsponce
Hi Mike,
Yes, you can apply it for scales with a resolution higher than 1 kg, It will fall under Class IIII. But make sure it follows the OIML standards like scales with designated classes (Class 1 to Class III as an example).
In case there are no classifications, there are other standards that you can use like the NIST standards “NIST Handbook 44’.
Thanks for reading.
I hope this helps,
Edwin
Mike
Great to hear that.
Thank you very much.
You are such a blessing.
More power.
edsponce
You are welcome and thank you as well for the uplifting comments.
Have a nice day.
Edwin
olajide martins
this is an eye opener for. would love to follow through with you on this if i can get opportunity to go through on line training that will equip me with this knowledge and skill.
edsponce
Hi Olajide,
Thank you.
Any trainings that I can come up with this I will inform you. Please feel free to comment further with any related concerns.
Best regards,
Edwin
Mike
Hi Sir Edwin.
Just want a clarification, is this MPE that has been calculated is applicable only for a single mass verification (meaning for the weight that is 80% capacity of the balance) or this MPE can be used for every single weight during calibration/verification from minimum to maximum capacity of the scale?
For example in your given example, 3750 g capacity balance with MPE +/- 0.1 g. Then for initial verification, we need a mass of 80% of 3750 g which is 3000 g. Is this 0.1 MPE applicable only for 3000 g or can I use this 0.1 MPE in other weights let’s say 1 g, 100 g, 1000 g, up to 3750 g?
Hoping for your answer Sir.
Thank you.
edsponce
Hi Mike,
The calculated MPE is applicable for a single range, from the minimum range to the maximum range of a single range. In the given example, Yes, it covers the given range. But take note, if the balance is a multi-range or multi-interval, where the range is changing with the resolution. If the range will change, you also need to perform the same calculation.
I hope this helps,
Best regards,
Edwin
Mike
Hello Sir Edwin.
Thank you very much for your response. It’s a big help.
Best regards,
Ryan
How can you apply verification tolerances given the d and e value to NIST?
edsponce
Hi Ryan,
NIST has its own guide. You can download it for free on their website. The determination of tolerance limit using d and e in this article is applicable only for balances following OIML guidelines.
Thanks for visiting my site,
Edwin
TABANI
very well explained, excellent work .
thanks for the support .
edsponce
Hi Tabani,
You’re welcome!
Thanks for visiting my site.
Edwin
santosh
Dear sir, Thanks for your valuable post, We have a floor scale of 1500kg with e0.02kg, class 3 when I checked the calibration certificate of the balance found they mentioned the MPE in a different value like 0- 50kg =0.02kg MPE, 50-200-=0.04 KG, 200-500 = 0.06 kg. Can you please tell me how they calculate multiple ranges?
edsponce
Hi Santosh,
You can also try to check the NIST Handbook 44.
There are other ways where we can determine MPE that I am not aware of. I suggest to send them a message, the lab who performed the calibration, to explain how they came up with the MPEs. It is your right as the client therefore they should explain it to you.
I hope this helps,
Edwin
Muhammad Affan
Very much informative post.
Thank you so much.
Please post about 0.41d stated in USP, 0.41 come from where???
m.affan@saffronpharma.com
Tommy
Thank you for all this information. This is a well written and comprehensive guide on how to determine which weights standard should I use for a given scale.
What about the dynamic reading scale? We have a scale that has d=0.0001g when weighting stuff under 100g. When it goes over 100g, d is decreasing to d=0.001g.
How do you approach such a scale?
edsponce
Hello Tommy,
Your scale is called a multi-interval scale. The same approach applies to it. The tolerance or MPE changes when the d changes.
Thanks for visiting my site.
Edwin
Tommy
Another question that just arrose in my mind: If you have to check and calibrate a scale, do you check every weight or just one (80% of max capacity). In-house we do check a few weights, but I don’t feel it’s right.
Can you give us your 0.02$ on this matter? Thank you.
edsponce
Hi Tommy,
When performing a calibration, there is a specific procedure that you must follow either based on the manufacturer’s recommendation or a reference document like Euramet cg18 in which you need to test for the following:
1. Repeatability test – this is where the 80% of max ( or 50% or depending on its usage) is used
2. Accuracy test- full range( 5 or more test points)
3. Eccentricity test- using a weight that is 1/3 of the max capacity
When you are just performing a verification test or an intermediate check, 80% of max is ok, or preferable the weight that is equal or closer to the weights that you are using with the scale.
I hope this helps,
Edwin
Tommy
Thank you for your answer!
How do you calculate the tolerance that should be applied when doing accuracy test? Let’s say I have a scale with a capacity of 200g precise to 0.001g. If I put a 200g on it, what should be the tolerance to consider the scale still in good shape and no calibration is needed?
edsponce
Hi Tommy,
The same calculation that I presented here applies to your question. You can follow the procedure that I presented in this article to calculate the tolerance limit of your scale. I also have an example that you can follow easily at the bottom.
kindly check it out and let me know of any other concerns.
Thanks and regards,
Edwin
pratap
Dear sir, Thanks for your valuable post, We have a table top scale of 6000g with e 0.1g, class 2 how to calculate the MPE of scale
edsponce
Hi Pratap,
You can follow the procedure that I presented here. the same applies. See the Below calculations:
given:
max=6000, class 2
e=0.1
n=m=max/0.1= 60000
using the table under class 2, the MPE is 1.5e,
therefore, MPE=1.5*0.1 = 0.15g
Thanks and regards,
Edwin
Mohammad Aun
Kindly present a blog for Uncertainty calculation for Weighing Balance (any range)
edsponce
Hi Mohammad,
I will include your request on my list for future blog posts.
Thanks for visiting my site.
Best regards,
Edwin
Mohammad Aun
waiting for your related post, kindly include Buoyancy effect for Weighing Balance uncertainty calculation.
Lusine
Good day,
Please calculate the MPE for those parameters:
Maximum – 220 g
Resolution 0.1 mg
Readability, scale interval – 0.0001 g
In example of us a results getting MPE = 0.9 mg.
Lusine
In example of the result is 0.9 mg.
RussE
Hi Edwin
Just revisiting your post and was wondering if you could clarify?
We have a scale of 2200g with 0.01g divisions.
I calculate this to be Class II with e = 22000
The MPE from this scale would be +/- 1.5d (or 0.01 x 1.5) so MPE would be 0.015g. But the scale only has a resolution of 0.01g. Would we round up or down for the MPE?
edsponce
Hi RussE,
This is how I calculate this:
Given: Max=2200
d=0.01g
Class II
e=10d = 10(0.01) =0.1
n=m=Max/e =2200/0.1 =22000
based on the table, mpe for the classII: mpe=1.5e
therefore, mpe = 1.5*0.1
mpe=0.15
I hope this helps,
Edwin
Art
hi good day.
i have 150kg weighing scale.
and d=0.05kg = 50g
under class III e=d
how much is the MPE 1.5e
to calculate
tolerance limit= 1.5(0.05)=0.075kg or 75g?
if I have a test load of 100kg or 100,000g
and its display 99.90kg or 99900g
the error is 100,000-99,900=100g = 0.10kg out of the tolerance limt?
im i correct sir?
edsponce
Hi Art,
Yes, you are correct. you need now to adjust your scale.
Have a great day!
Edwin
Faheem Mohammad
Thanks, Edwin, for presenting the document precisely. I was going through OIML R76-1 standard thoroughly and I found your website by chance. I went through it and found it well written and explained thoughtfully. Thanks
Tommy
I think I’ve spotted an error in your last example, in the paragraph titled “How to Perform Verification of Weighing Instruments Before Starting Calibration?”, the Mettler scale has a maximum capacity of 3750g and a readability of 0.01g.
The e in this example should be e = 10d
e=0.1g.
The scale should fall under a Class II scale with a MPE of 1.5e. (20 000< 35 000 <= 100 000)
The tolerance you have calculated is ± 0.1g. Shouldn't it be 0.15g in this case?
Please let me know if I was mistaken.
Thank you, very great blog.
edsponce
Hi Tommy,
You are correct with your calculations, I am glad that you have followed my instructions. But in the example, I provided the tolerance limit, not based on calculations but as given requirement to show how to perform verification. But on your case, you are correct.
Keep it up!
Best regards,
Edwin