
I received a comment regarding what to do about the “high readings of environmental conditions”(temperature and humidity) that they are experiencing during their onsite or field calibration compared to their defined specs when inside the lab. He is worried that an auditor may find an issue once it is displayed in their calibration certificate.
I believe this is also a concern to some or most Calibration Techs that perform calibration outside their lab so it is worth a topic to discuss. This can become an audit issue if not properly addressed since it is required to be displayed in the calibration certificate.
Also, one of the questions I received during an audit is, how do you ensure that the reference standards you use outside the laboratory are still in confidence or good condition once they leave the lab and/or return from the fieldwork?
In this post, I will share with you a quality control procedure that we can easily execute to ensure confidence in your reference standard before or after it is used outside the calibration laboratory. This is what we call an Intermediate Check.
This is a must to detect any possible issue that can be faced during or after an onsite calibration work. This also applies to those instruments or reference standards that are sent out for 3rd party calibration.
I will show you the step-by-step procedure on how to implement this.
I will also share the following related topics:
- What is an Intermediate check and why do we need to perform this?
- The related clauses under ISO 17025:2017 and ISO 9001:2015 where intermediate checks are a requirement. Once we perform Intermediate checks, we will be confident that we have fulfilled these clauses..
- 7 Steps on How to Perform an Intermediate Check- Step-by-step procedure for Intermediate check
- How determine acceptance criteria for Intermediate check results?
..
What is an Intermediate Check?
An Intermediate Check is a periodic quality check performed for every reference standard while it is still within calibration date to ensure that is still in good condition.
Good condition means that the error or drift that it encounters is within acceptable limits within a given period or given situation for example, after being used outside the laboratory.

Intermediate Check is one type of calibration quality control that is implemented internally where the resulting data should be recorded and analyzed. This is a planned activity where the frequency of implementation should be laid out.
Intermediate check may include ‘functionality check’, because this is literally what you do, to check and verify the functionality of the reference standard in combination with the measurement results.
There are many ways to perform an Intermediate check, but the simplest is performed by comparing two instruments with the same parameters, one is a standard and the other is a UUC (Unit Under Calibration) to check for any differences or unacceptable errors.
With this method, an Intermediate Check can be called Verification.
There are many applications for intermediate checks in lab operations, these are:
- Used during a field or on-site calibration (which is the example in this post).
- Performed when a reference standard is sent out for recalibration. Before we send and after we receive the standard, we need to perform an intermediate check.
- Intermediate check is performed as part of preventive maintenance.
Intermediate check is a simple way to detect any out-of-specs reading that may have resulted in strong vibrations during exposure to a different environment or even mishandling outside the lab.
This is just a simple cross-check so there is no need to perform a full range check or calculation of measurement uncertainty. The important thing is to have a program or procedure implemented and documented.
The frequency in performing an Intermediate Check is different for every application, for on-site job, the frequency is every time it is being used outside the lab. This can fall under a work instruction for all reference standards that will be brought outside the facility...
Why Do We Need to Implement Intermediate Check?
In addition to the reasons above on why we need to perform intermediate checks, another reason is Intermediate checks are required by Standards, specifically the ISO 17025 and ISO 9001 Standards. This means that an Intermediate Check procedure should be implemented.
Below are the Intermediate Check-related clauses for ISO 17025:2017:
- Clause 6.4.2: When the laboratory uses equipment outside its permanent control, it shall ensure that the requirements for equipment in this document are met.
- under clause 6.4.10, which states that: When intermediate checks are necessary to maintain confidence in the performance of the equipment, these checks shall be carried out according to a procedure.
- under Ensuring the Validity of Results, clause 7.7.1 The laboratory shall have a procedure for monitoring the validity of results. This monitoring shall be planned and reviewed and shall include, where appropriate, but not be limited to: (e). intermediate checks on measuring equipment;
Below are the Intermediate Check-related clauses for ISO 9001:2015: Under Clause 7.1.5: Monitoring and measuring resources.
7.1.5.1 General
The organization shall ensure that the resources provided:
b) are maintained to ensure their continuing fitness for their purpose.
The organization shall retain appropriate documented information as evidence of fitness for purpose of the monitoring and measurement resources.
.
The following are the main points why we should perform Intermediate Check based on these Standards:
- We need to perform an Intermediate Check for our reference standards if these standards are used outside of our permanent control.>> Exposure to a different environment when brought outside the lab.
- Necessary to maintain the confidence of our reference standards >> performed in a scheduled interval (every 3 months) for example during Preventive maintenance to verify measurement output.
- To monitor the validity of results. This means that, after many usages, to ensure that it is still in confidence while we are waiting for its next calibration due date, we will verify if the measurement results are still within the acceptable range, this will show us immediately if a drift already occurs. No need to wait for the next recalibration period.
- We perform Intermediate checks to ensure continuing fitness for its purpose, which has the same meaning as number 3.
.
Records of Intermediate Check is one of the pieces of evidence that shows we continuously monitor our reference standards for their fitness of purpose throughout its calibration period.
..
How to Verify the Environmental Specs of Your Reference Standard?
Once this intermediate check has been performed, regardless of what temperature or humidity the reference standard has been exposed to you are confident that the calibration you performed outside of your lab is not compromised.
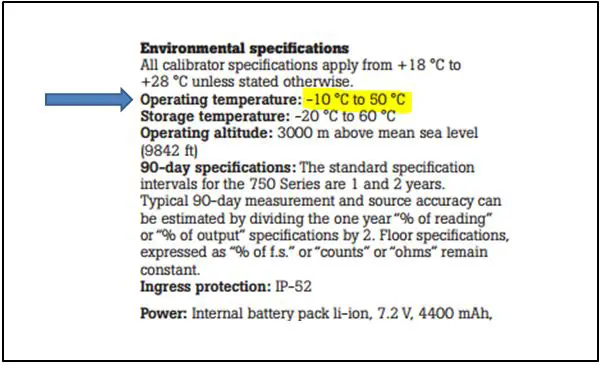
But before exposing your reference standard to a different, more harsh environment, make sure to check first its environmental specifications in its user manual to ensure that the reference standards are designed for that range of environmental conditions to avoid damage.
Also, to support the validity of the procedure even if the environmental conditions are different compared when inside the lab, the below information should be reflected in your calibration record/report:
- The term “on-site” calibration – it is expected that a procedure with regards to onsite calibration is in place in your documentation. This is to differentiate it from the calibration performed inside the lab (bench calibration)
- Customer approval of the procedure performed– show evidence of customer or user approval.
As part of our quality control, we should consider or implement how we ensure that our reference standards are still okay while it is being exposed to a harsh environment that can somehow affect its performance, like:
- very high temperatures,
- very high humidity
- strong vibrations
- contaminants
The procedure is to have another reference standard that we can use to compare and take a reading. Both should have a valid calibration status. It is the same as calibrating a simple UUT (Unit Under Test) with a reference standard but it is not necessarily a more accurate standard.
As long as we can detect and verify the desired test point, it is ok. But of course, a higher level standard is better if we have it.
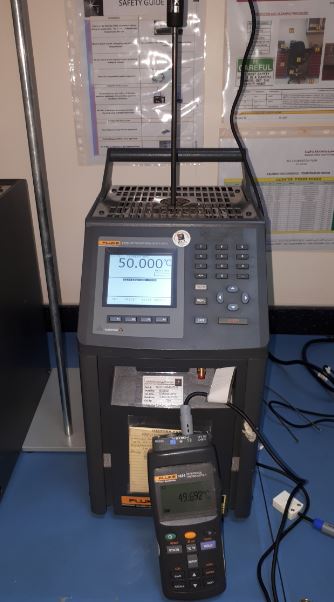
One Intermediate check example is an RTD and a Metrology Well. The Metrology Well can be used as a reference standard to cross-check with the RTD. It is not necessarily a more accurate standard. I hope you got my point.
Another example of performing an intermediate check is by using the same reference standard to be compared to a previously calibrated UUT. The UUT is designed for this purpose. See if they have the same or acceptable readings or results compared to the previous record.
..
7 Steps to Perform an Intermediate Check- SOP for Intermediate Check
In performing an intermediate check, below are the steps I recommend and follow as an SOP:
- The same as performing a calibration, all reference standards that will undergo an intermediate check should be left to stabilize in the lab for at least 1 hour.
- You should prepare a checklist or a form to document and list the needed details about the intermediate check. Below are some details to include (and anything significant during checking):
- The identification of the Reference standard to be used for cross-checking.
- The name of the standard that will undergo intermediate check,
- Brand
- Model
- Serial No.
- Temperature and humidity
- Date of functionality check when released
- Date of functionality check when returned
- Who performed the functionality Check?
- The physical conditions including accessories
- The tolerance to determine pass and fail status.
- Choose a test point for the intermediate check as per available functions or nominal value.
- For example: In an RTD, you can check only at 0 deg C and 100 deg C test points for a 0 to 200 range For a Test Gauge, check only on its mid-range (50% of full scale)
- Perform at least 3 trials.
- Analyze the result. One way is to compute the error and determine the acceptance criteria. See more below
- Have it approved by an authorized person then it is ready to be sent outside for fieldwork.
- Then once the reference standard has returned to the lab, repeat steps 2 to 5. And you’re done..
What is the Acceptance Criteria Used to Verify Intermediate Checks Results?
There is no fixed rule to follow when it comes to what acceptance criteria to use during the intermediate checks to determine a pass or failed result.
There are so many instruments with unique properties that need different methods of assessment. Because of this, it is important to document the chosen method as part of your records for standardization and audit purposes.
How to check the Intermediate check results? After you have gathered your data, below are some ways where you can come up with your acceptance criteria to check or verify the intermediate check results:
- Determine the error and compare it with the manufacturer’s specifications for accuracy or tolerance details. This is the simplest that I used. How to determine the error? See this link>> 3 ways to verify the measurement results in a calibration certificate
- Determine the drift and use the limits of the control charts up to 3 standard deviations. You can use the data during the analysis of the calibration interval.
- Use other guides where a tolerance limit is provided for specific instruments like OIML or ISO guides.
- Use En ratio (En value), the same principle as the Proficiency test.
Conclusion
Intermediate checks are part of a laboratory quality control procedure. This can be used as evidence of a good performance of a reference standard even if you use it outside the defined specs of the lab to bench calibration.
This is how we can demonstrate the validity of results if ever you will be audited regarding the uncontrolled outside environment that the reference standard is exposed to.
I have discussed in this post the meaning of an Intermediate check, which is also a part of the functionality check process.
I also discussed the importance of an intermediate check as part of a calibration program under quality control, which is a requirement of ISO 17025 and ISO 9001, including a simple intermediate check procedure with important details to be reflected in your report.
Do you have other means of quality control that you perform during a field or onsite calibration for your reference standard? Please comment below.
If you liked my post, share, and subscribe.
Your guide in calibration,
Edwin
92 Responses
Jollin A Doshi
Other way around is the master is calibrated so u know the uncertainty..
Calibrate uuc of same accuracy and maximum range and calculate the En ratio if the same is less then 1 the master is perfect
edsponce
Hi Jollin,
Thank you for the comment. An additional method for quality control involving intermediate check, the same calculation using the interlab comparison method I believe. Very nice.
Thanks and regards,
Edwin
niki
Hi,Thanks for your information ..we have four labs, each lab has two balance, we have just one standard weight…how can we perform IC with this only weight for all labs?(is it possible through interlab comparison method?,..)?
edsponce
Hi Niki,
Yes it is possible, but the process is called Intralab Comparison since you belong to the same umbrella. But the procedure is the same for InterLab.
What you can do is to perform calibration of the balances and compare results. The balance to be used should have the same range and resolution.
One lab should become the reference lab where you will compare results from other labs. Make sure to maintain confidence and stability of the standard weights during transport.
Perform a normal calibration of the balance then use the normalize error (EN ratio) to calculate the results of comparison and determine who pass or fail.
Results should be less than 1 (En =/<1) in order to pass.
I hope this help,
Edwin
Hesam
Hi,thanks a lot for your informations.. we have Two laboratoris in our factory and each lab has two balances( with same acc.) but we have only one weight.can we perform IC with this only weight ?is it possible to perform IC through two balance comparison (with each other) or interlab comparison for doing intermediate check?
edsponce
Hi Hesam,
Since you have 2 lab under the same owner, we call the process of comparison the ‘Intralaboratory comparison’. The process of Intralaboratory is a form of validation, a procedure validation. You will perform this to make sure that your results are close or the same, and within acceptable range while using the same or different procedure.
Intermediate check and Intralab comparison are different. If your only purpose is to perform Intermediate check, I suggest to perform the intermediate check individually, no need to perform comparison for the 2 labs.
I hope this helps,
Edwin
Vinod
Thanks for your post, our auditor also telling to calculate En value but how it possible to calculate En Value as we have only one cmc and one uncertainty for that standard?
edsponce
Hi Mr. Vinod,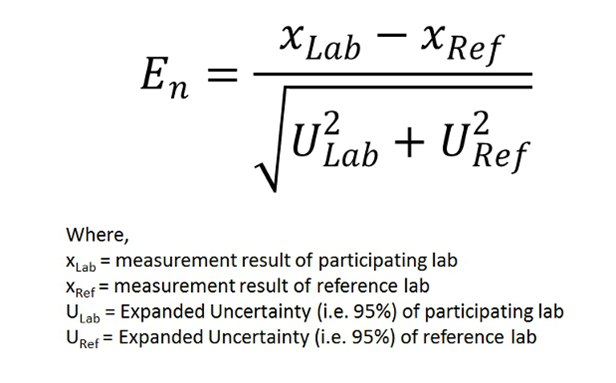
I Appreciate you liked my post. Did you perform an interlaboratory comparison? It is another method for quality control utilizing the process of interlab comparison by calculating the En value. A process of comparing the results of a sample/Device Under Test from a reference lab with your results based on measurement results and its uncertainty. In any case, below is the formula of En.
The result should be less than 1 in order to be considered passed. You may check this standard for further reading: ISO/IEC 17043:2005 “Conformity assessment — General requirements for proficiency testing”. This standard will explain more how the formula will be used.
In relation to your inquiry, your original data (or you can calculate MU) and use it as the ‘before data’ for Xref and Uref. When the instrument will be brought back after use (or recalibration), use the new results or recalculate the measurement uncertainty, the result will be your second value for Xlab and Ulab.
For any other concerns, please comment further.
Thanks and regards,
Edwin
beverlyne Sandoval
How can i performed intermediate check for the dimensional equipment such us gauge blaock set
edsponce
Hi Ms. Beverlyne,
First of all, thank you for visiting my site.
We perform an intermediate check to ensure that the reference standard (gauge block) is in confidence while it is still within its calibration interval.
Gauge blocks have no mechanical or moving parts that can drift or wear-off, therefore, what can we do as an intermediate check is a visual check only.
During the visual check, this is what you can do:
1. check if it has a scratch
2. check if it is deformed in any way
3. check if it is cleaned and with oil for corrosion resistant
If a scratch or deformation is observed, that is the time to use a calibrated caliper to verify its reading and parallelism.
Ensure that the gauge block is stored back to an acceptable and stable environmental condition while performing a verification.
Hope this helps.
Edwin
IBRAHIM
THANKS A LOT ,
How can i performed intermediate check for Temperature ? I have 2 temp. sensor (FLUKE) with same model PT 100
Also for St. weight M1 ?
edsponce
Hi Ibrahim,
You are welcome. I am glad you liked it.
There are 2 ways in which you can perform an intermediate check for your temp sensor.
FIRST is to compare them directly. If you do not have a standard like a metrology well or dry block, you can use the ambient temperature. Our objective here is to have a reference reading before and after the use of the PT100. Do not forget to document or record your readings.
SECOND, if you have a calibrated dry well, you can use that as your reference for the comparison of temperature. Refer to the procedure I presented in my post above for the execution.
For std weight, usually, this type of standard can be check through visual only. Just record everything that you observe. Does it have scratches, dents, or a sign of deterioration after it was returned to the lab. Record all observation. If you observe any irregularities like too many scratches, that is the time to perform verification by using a calibrated weighing scale. Or worst, have it recalibrated.
But if your resources can support, in addition to the visual check, you can use a weighing scale to verify each M1 standard before and after use.
Hope this helps.
Edwin
Ansar
Hi,
Thanks for your information about intermediate check.If you could help me to know about what criteria we can go for RTD thermometer which we are using as master thermometer.Please reply me
Regards
Ansar
edsponce
Hi Ansar,
Thank for reading my post.
If you are referring to acceptance criteria, then below are my suggestions.
1. You can check the manufacturer specifications, look for the accuracy part. You can use the accuracy as the tolerance for the acceptance criteria.
2. Another way is to check the calibration certificate and look for the uncertainty results on the range you have chosen. The uncertainty results can also be used as the tolerance for the basis of acceptance criteria.
3. The final method is to use the computed standard deviation at 95 % confidence level.
If you are performing an intermediate check for example at 100 deg C using metrology well, measure at 100 degC 20 times.
a. Record all the 20 results in an excel sheet and use the standard deviation formula.
b. Compute for the standard deviation,
c. Then the final result, multiply it by 2 to expand it to a 95% confidence level.
This can now be used as your tolerance for acceptance criteria.
There is no wrong choice here, it depends on what method you are most comfortable with. If you want more strict acceptance criteria, you can choose the 2nd option.
There are other ways to select or determine acceptance criteria, the important thing to do is to document the method you choose.
If you are referring to a test point, just choose the most used test points. You may choose 0 degC and 100 degC.
Hope this helps, do not hesitate to message me if you still have a question.
Edwin
ANSAR
Thanks for your information,Can we use ICE point as intermediate criteria,If yes,Kindly let me know how can I implement it…
Thanks
edsponce
Hi Ansar,
Yes, we can use Ice Point.
You can check the related post in this link >> Ice Bath
I hope this helps,
Edwin
Izzah
Thank you for your useful information, ive learned a lot
How can i performed intermediate check for the load measuring machine – compress (ie cube machine) with my reference standard only load cell 50Tonne
edsponce
Hi Izzah,
You are welcome. I am glad that you liked my post.
During the intermediate check, you only need to verify one or two test points depending on your requirements. My recommendation as per my post above is 50 percent of the range you are using. If you are using until 80 tons, you can measure 40 tons
Get the readings and determine if it is a passed or failed based on your tolerance.
Do not forget to record your results and include all other important details I mentioned in my article above.
Our purpose is to verify that the load measuring machine is within acceptable conditions before and after use. I believe the load measuring machine is exposed to different conditions outside its normal use that is why you need to make an intermediate check.
I hope I answered your question.
Edwin
koti penumala
in intermediate checks how can i take present value and previous value and how can i give satisfactory results
edsponce
Hi Koti,
Thank you for visiting my site.
An intermediate check should be done in a simple way. Do not be confused about performing a calibration during the intermediate check.
Intermediate check is more on verification; we will verify the reading of our reference standard on a specific range only, to determine that it is still in-tolerance before and after it is used outside the lab.
And remember that during the intermediate check, it is not necessary to use a higher accuracy check standard. Any previously calibrated instruments are ok to be used as long as it can display the range we needed.
In order to perform verification, you should know your tolerance or the acceptable specifications of the reference standard that will undergo an intermediate check.
To explain better, see below example.
The reference standard for the intermediate check is a Test Gauge.
1. First, determine the range. Test gauge range is 0 to 1500 psi.
2. Then, determine the tolerance, As per manufacturer specs, the accuracy is 0.25% of the full-scale reading. Therefore, tolerance is (0.0025×1500) = +/-3.75 psi
3. Next, based on our procedure, we will perform an intermediate check on the 50% of the full-scale range which is equal to 750 psi. We can use an ordinary calibrated pressure gauge to verify the output pressure of the Test Gauge, our only goal is to get an acceptable reading, (within the +/- 3.75 limit). You can add more test points if you want to.
4. If during the verification and the results are within the tolerance limits, then it is a satisfactory result or PASSED.
5. Record your result, name this result as ‘ Before Check’ or ‘Before Value’.
6. Then once the Test gauge has arrived after the onsite activity, repeat the same procedure.
7. Verify if it is still within the tolerance limits.
8. Record again the result and name this as ‘After Check’ or After Value or Present Value.
9. If all results are satisfactory, then you are sure that your reference standard is in good condition and the calibration you performed is not compromised.
10. Make sure that you compile and keep all the intermediate check records.
If you need more clarifications, please do not hesitate to comment further.
Thanks and regards,
Edwin
Charanjith
Hi,
Thank you for your very detailed explanations. I have a doubt here in the example given above. I think there is a chance of test gauge to fail due to accuracy of the the accuracy of the normal pressure gauge.
edsponce
Hi Charanjith,
You are welcome, thanks for reading my post.
Yes, there is a chance. That is our purpose, to detect any issues which is the difference of the ‘before results’ and ‘after results’. If a failed result is seen, then we need to investigate more.
Best regards,
Edwin
Leo Lim
Hi Edwin,
Thank you for your post regarding intermediate check. It helps us more to understand what is this all about.
Btw, could you please further explain the below statement.
QUOTE:
And remember that during the intermediate check, it is not necessary to use a higher accuracy check standard. Any previously calibrated instruments are ok to be used as long as it can display the range we needed.
UNQUOTE:
As per our understanding in the above statement, is that, we can use a previously calibrated pressure gauge as the ‘check standard’ for the intermediate check of the Test Gauge. In the above example, the Test Gauge has a range of 0-1500 psi and accuracy of 0.25 % FS. Hence, we can use a pressure gauge with range of 0-1,500 and accuracy of let’s say 1 % FS or 2 % FS as ‘check standard’. Does we got it right?
Also, our understanding before, is that, in order to perform an intermediate check of our calibration standard, we need at least a ‘check standard’ of equal or better accuracy than our calibration standard.
In our example, the Test Gauge with range of 0-1500 psi and accuracy of 0.25 % FS, must have a ‘check standard’ of at least the same specs (R: 0-1500 psi, A: 0.25% FS) or of better accuracy, let’s say 0.1 % FS.
If a previously calibrated pressure gauge allowed to be used as ‘check standard’ for intermediate check of Test Gauge, then we can save cost of buying a duplicate Test Gauge or a more expensive accurate Test Gauge.
Thank you in advance.
Regards,
Leo
LIM
Hi Edwin,
Would you give me some advice on extending the calibration intervals for calibration standards? We are using performance check, intermediate check and functional check as support documents to extend our calibration intervals. How do we use all the past records to determine the equipment stability and suitability to go for longer calibration intervals?
edsponce
Hi Lim,
Thank you for reading my post.
Since you already have the past records or history, you only need to show the performance of the reference standards by using the control chart.
Stability is determined by collecting data on a fixed interval. In can be daily, monthly or every 3 months.
Our main objective is to determine if the encountered drift is acceptable. Drift is the variation of the performance over time which can be observed as an error. Drift can be detected through the calculated error which can be related to stability that can be observed by plotting the errors in a control chart.
What I always use for analysis and presentation is the control chart. You can do this easily in excel. See below example:
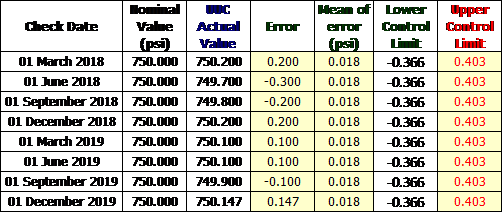
I have collected data through an intermediate check performed every three months on a Test Gauge.
Below are the data.
Determine the error, calculate the mean, and the standard deviation
The formula from excel:
Plot in the control chart.
As long as the error is within the control limit, we can be sure that the reference standard is very stable and in control.
My suggestion is that in addition to the intermediate check for calibration interval analysis, it is best to include the results in a calibration certificate every time the reference standards are brought back from calibration.
Gather the data and use the same principle that I have presented. This will show you that for example, during the 3 years period of calibration performed, where you will observe based on the chart that the instruments are still stable.
Therefore, you can extend the interval for 3 years since you have the evidence of its performance within a 3 year period.
You can also include in your analysis its accuracy performance through the use of manufacturer specifications as the control limits or tolerance.
This simple method is acceptable as per my experience, but if you want to have a deep or more detailed analysis, there is a statistical tool called Minitab, I did not try it yet but I suggest you check it.
This can automate the process of data analysis which includes the control chart, repeatability, reproducibility, trend analysis and a lot more.
I hope this helps,
Thanks and regards,
Edwin
PEIK SEE LIM
Thanks Edwin for your guidance, it would definitely helps me on this.
edsponce
Hi Lim,
You are welcome.
Thanks and regards,
Edwin
Charlie
sir, We’re not a calibration laboratory but a manufacturing company. In our lab i perform inhouse calib based on the seminars that i attended. Am i qualified to do this? Our customers audited us and required us to make a calibration procedure for in house calib but i am skeptical about it bcoz the some method that i used was a combination of my experience and based on instruments manual only. Is it acceptable when i include this in my documentation of method used? Thank you.
edsponce
Hi Charlie,
If you are already trained by a qualified training provider with a training certificate, I believe you are qualified plus you already have experience.
Below are my inputs on where we should reference a calibration method:
1. A calibration procedure should be referred (or totally use) from an internationally recognized organization, it means that it is from a well-known organization like ASTM, EURAMET, NIST, Local Government acquired methods or other related organization.
2. Reference from the Original Equipment Manufacturer OEM, like Fluke or Mitutoyo.
3. It is from the internally produced method but it is properly validated before use.
The first 2 items where we reference our methods are called standard methods. These are methods that are published and internationally accepted.
The last one is called a non-standard method.
As per your concern about the calibration procedure or methods that you are using, if you use the manufacturer recommended method as a reference, then it is ok and acceptable.
But if you want to take your procedure to the next level, I will advise using the methods from a well-accepted organization like EURAMET if they have an existing method that you can use. They offer free downloadable guides.
In any case where there are no manufacturer recommendations or other International reference methods (standard methods) that you can get, then you need to use a non-standard method but need to perform Method validation. This is to ensure that before you use your non-standard method, you have validated it that it is suited for your customer or internal calibration needs.
Keep all the documentation when performing method validations.
You can check this guide from EURACHEM for method validation>> The Fitness for Purpose of Analytical Methods
Thank you for visiting my site. Appreciate your comments.
Edwin
Charlie
Sir thank you so much for the information. In addtition sir, i would like to ask if i’m doing this right. We have a 2000 g capacity top loading balance. During verification i tested a 100 g std mass based on the mass of the sample that i will be weighing and i also applied correction based on the calib cert. But this will be dilluted to 600 g. I have to tare the mass of the container which is 400 g. Is the mass of the container has an effect to the desired mass that i will be weighing which is 600 g or i have to make a new correction? Thanks in advance.
edsponce
Hi Charlie,
You are welcome.
The mass of the container has no effect if you have tared it properly. Meaning the container is clean and in the correct position (Middle).
If my understanding is correct, you have a standard mass with a known value of 100g. And you will mix this 100g to a 600 g samples. Where in the total mass will be equal to 700 g.
What I can suggest is:
1. First, zero the balance,
2. Second, put the container then tare.
3. Once tared, then put the 600 g sample, record the reading.( Note that this is a sample, not a standard mass, therefore, it is not expected to be exact)
4. Then add the 100 g standard mass, record the total reading. Your expected value should be Sample mass + 100g. (approximately equal to 700 g)
5. Now, this is the time for you to check for corrections from the calibration certificate.
6. Then record the final answer or reading once corrections are made.
7. Finally, compare with your tolerance or specifications if it is a pass or a fail.
Hope I explained it clearly. This is based on my understanding of your concern. You may have your own procedure for verification based on your actual process.
But the procedure I explained above is the best way to do if you do not have the exact value of standard mass for the verification of a balance.
Thanks and regards,
Edwin
Rye
Wow very informative post sir!! Can i request a calibration procedure for laboratory oven and incubators. Thank you very much!!!
edsponce
Hi Rye,
Thank you for reading my post.
Please check DKD-R 5-7: Calibration of Climatic Chambers for the reference procedure. I believe this will help you with the procedure you need. For a simple procedure, you may visit my other post in this link >> electric oven calibration
Thanks and regards,
Edwin
Charlie
Thank you so much sir. This will help me a lot.
edsponce
You are welcome
Best regards,
Edwin
koti penumala
Dear sir how can i find out weighing balance accuracy
edsponce
Hi Koti,
Have you already check its manufacturer manual?
Utpal Maji
Sir please explain what is the difference between Onsite Calibration Procedure and Intermediate Check, because we do same process in onsite calibration Procedure. one more question sir can explain how we calculate Long Term Stability of a Instrument with control Chart.. please help me.
edsponce
Hi Utpal,
Thank you for reading my post.
Onsite calibration is the calibration job we perform in the site or location of the customer. We perform the calibration outside the laboratory.
Since we perform the calibration outside the lab, we carry our reference standard with us, when this happens, the reference standards will be exposed to different environmental conditions such as high temperature and humidity, strong vibrations and dusts.
These environmental conditions may have an effect on the accuracy of our reference standards. In order to detect it and to ensure that there is no significant effect on the accuracy of our standards, we perform Intermediate check.
Intermediate check is a simple verification and functional check that we perform inside the lab as per the procedure I present in the post above.
We will perform the intermediate check before we send the standard outside then repeat the same verification after we return back the reference standards.
For the calculation of results for long term stability, there are many ways to do it but I will share the most basic and simple to do. Just remember that the goal for stability calculation is to determine that the instrument or standard is functioning within specifications on a defined period of time.
Below are the things that you can do to monitor stability of your reference standard.
1. Collect all the past calibration certificates of your reference standards to be evaluated, the more the better. Check the data results, or..
2. Stability is also determined by collecting data on a fixed interval. This could a data from your intermediate check. In can be daily, monthly or every 3 months.
3. Organize your data on a table, see below example: (this example is the same above-see other comments)
I have collected data through an intermediate check performed every three months on a Test Gauge.
Below are the data.
Intermediate Check Results
Our main objective is to determine if the encountered drift is acceptable. Drift is the variation of the performance over time which can be observed as an error.
Drift can be also detected through the calculated error based on the difference of past performance with the present performance (past minus present) .
Stability can be observed by plotting the errors in a control chart.
What I always use for analysis and presentation is the control chart. You can do this easily in excel. See below example:
Determine the error, calculate the mean, and the standard deviation
Plot in the control chart.
Control Chart for Stability
As long as the error is within the control limit, we can be sure that the reference standard is very stable and in control.
You can also include in your analysis its accuracy performance through the use of manufacturer specifications as the control limits or tolerance.
This simple method is acceptable as per my experience, but if you want to have a deep or more detailed analysis, there is a statistical tool called Minitab, I did not try it yet but I suggest you check it.
This can automate the process of data analysis which includes the control chart, repeatability, reproducibility, trend analysis and a lot more.
I hope this helps,
Thanks and regards,
Edwin
Charanjith P R
Hi sir,
As I understand the Mean of Error (0.018) is the average of all the errors.As the error varies the mean will change and hence the control limit also will change.Is that Ok?
edsponce
Hi Charanjith,
Yes correct, mean is an average, it can be the average of measured results or the average of errors. But error will not change the control limit. Error is compared with the control limit to see if it is acceptable or not. if the error is within the control limit, then the error is acceptable.
I hope I understand your question,
Edwin
JP
Hi Sir Ed,
Can you help me to make a control chart for our intermediate check of our reference. I don’t know how I can make it. Your help means a lot to me if ever you helm me.
Average: Reference 5.00 Under test: 4.94
Average correction:0.06
This are only our data.
edsponce
Hi Jp,
Your data is not enough. In order to create a control chart, you need at least 5 readings of the Standard. Then through that data, you can calculate the ‘average’ and the ‘standard deviation’. The standard deviation will be your control limit.
Since you are performing an intermediate check, you can use the tolerance limit of your standard as the control limit. You can use Excel to make the control chart to make it easier. I have seen a lot of tutorials on YouTube about control charts.
I hope this helps,
Edwin
Utpal Maji
Thank you very much sir , your replay is very much help me.
edsponce
Hi Utpal,
You are welcome.
Best regards,
Edwin
Ong Zheng Da
Hi how can i do intermediate check on a 2d grid plate?
edsponce
Hi Ong,
I am not familiar with your 2d grid plate but if you do not have a reference standard that is used during its calibration, you can use a previously measured product with recorded measurement results. You just need to verify if it can repeat the same measurement results (or within specifications).
I hope this helps,
Edwin
utpal Maji
“We will perform the intermediate check before we send the standard outside then repeat the same verification after we return back the reference standards.” This process we do but we called it Onsite calibration Master status. In Intermediate Verification we do a check of Ref,. Master between date of calibration and due date of calibration of master status confidence.
edsponce
Hi Utpal,
Thank you for sharing the term you used, I appreciate it.
As long as we follow the principle, we can call it in a term where we understand and comfortable with.
Best regards,
Edwin
Ajis
Hi Edwin, Thank you for sharing. How to compare intermediate check value with last calibration value?
edsponce
Hi Ajis,
Thank you for reading my post.
The values that we get from Intermediate check activity is not necessary to compare with the last calibration value.
During an intermediate check, our goal is to verify that our reference standard are still within acceptable conditions on a given interval or situation, and one of this condition is that it should be within specifications.
These specifications can be:
1. Manufacturer’s specification
2. Process tolerance
This is now our basis for our acceptance criteria every time we perform Intermediate checks. This is where our intermediate check value will be compared with.
But if you really want to use the last calibration value as the basis for accepting the results from the intermediate check, you just need to include the chosen tolerance with the calibration value.
For example, a test gauge has a calibration value of 20.000 psi, as per manufacturer specification, the tolerance limit is+/- 0.003. Therefore, during the intermediate check, the results should stay within 20.000 +/-0.003 in order to be acceptable (all corrections applied).
I hope this helps.
Edwin
Shree
Thank you very much sir , your post is really help full.
Could you please tell me how to Calculate Uniformity and Stability of a instrument
edsponce
Hi Shree,
I have presented examples for stability in the comments above this. Just scan on the comments above. Look for the comments with graphs and tables.
Also, visit this link>> stability
For Uniformity, I need to know what instrument you need to calculate its uniformity to give you a better explanation.
Thanks for visiting my site.
Thanks and regards,
Edwin
Nana
Hi Edwin. Thank you so much for these explanation. It is very helpful.
I just want to ask, do we need to do PM if we already done Intermediate Check? What is the different between these two? I am a bit confuse.
Is it okay if for certain equipment that we have we do PM and the other equipment we do IC?
Thank you!
edsponce
Hi Nana,
You are welcome.
To differentiate PM with Intermediate Check, below are my inputs:
1. Intermediate check is specific for measuring instruments or to the measuring side of the equipment, our main purpose is to check the measurement performance to ensure confidence while the instrument is still in the valid calibration due date.
2. IC is performed as part of quality control when:
a. Instruments was exposed to harsh environmental conditions.
b. When a newly calibrated instruments arrived from outside use
c. A periodic scheduled of IC as per procedure is reached
3. You can perform IC without PM, just focusing only on its measuring capability with a simple check of functionality visual conditions.
4. PM is for all types of equipment and measuring instrument we use, this is to ensure that:
a. Equipments are functioning as expected
b. To prevent any future malfunction.
c. To ensure smooth operation
5. IC is best performed after PM, because a good functionality of the measuring equipment is only verified through proper measurement output. This is why intermediate check is included during or after PM.
6. Most equipment with measuring capability includes Intermediate Check after PM. But if the equipment that does not have a measurement capability then it is purely maintenance.
7. PM is a more in-depth process where troubleshooting and maintenance of almost all parts of the equipment are performed. IC is just one part of the PM procedure.
I hope this helps.
Thanks for reading my post.
Edwin
Izzat
Dear Mr. Edwin,
Your explaination helps a lot my understanding regarding calibration. Currently setup for Calibration (Dimensional, Mass, Torque, Pressure, & Electrical) and Mechanical Testing Laboratory, there’s a few things that I would like to ask:
1. As for non moving and no scale equipment (e.g.:Gauge Block, Standard Weight, Granite Surface Plate), visual check is sufficient, right?
2. Since we have the calibrator unit / Reference Unit only, how do we perform Intermediate Check? For example, we have pressure calibrator and a set of pressure gauge with difference range or digital torque tester only?
3. For Intermediate Check, what result do we need to declare?
Thanks again Mr. Edwin.
edsponce
Hi Izzat,
You are welcome.
Below are my answers to your concerns:
Q1. Yes, it is sufficient as long as there are no signs of abnormalities during the visual check as per your checklist. And any signs found, you should have the corrective actions in place.
Q2. You can use the calibrator and the pressure gauge to cross-check each other. The pressure gauge should be used for this purpose only. The pressure gauge should have a good calibration history or records to determine any changes.
Q3. The purpose of the intermediate check is to determine and monitor the performance of the reference standards while it is still on its calibration interval. In addition to a physical check, you need to determine its accuracy and the set tolerance limit.
To determine accuracy, you need to perform a simple calibration or comparison (std reading, UUC reading, error) then perform verification to check if it is still within the defined tolerance limit. The test point is up to you depending on the calibrator and your need.
I hope this helps. Good luck in setting up your lab.
Edwin
Ivancovish
Thank you Sir for this information, It is very helpful.
I just want to ask, How can I perform an Intermediate Check for a thermostatic bath?. It contains some parameter from characterization such as stability and uniformity.
edsponce
Hi Ivancovish,
Stability and uniformity are not really the main parameters you need to check during the intermediate check of a bath but you can include if it is a part of your performance check.
The main checkpoint is the accuracy of the sensor itself. Look for the location of the bath sensor and put near to it a standard sensor (an RTD or thermocouple with indicator) to verify the accuracy of the reading on the desired range. Compare the standard reading with the bath display if it is within your set tolerance limit.
Thanks for reading my posts.
Edwin
Aldrin
Thank you for all the information you have given here.
But how can we do intermediate check on ovens and furnaces? Thank you in advance.
edsponce
Hi Aldrin,
You are welcome, thanks also for reading.
Regarding your concern, my suggestion regarding the intermediate check for oven is to verify only the accuracy of the oven set temperature using a thermometer with thermocouple sensor. Place the thermocouple wire in the location of the oven temperature sensor then compare the readings. If there are no visible sensor, put it in the middle. Results should be within the stated tolerance limit.
I hope this helps,
Edwin
Pappie
How can I do intermediate check on velocity meters
edsponce
Hi Pappie,
I you have another calibrated velocity meter to compare readings, or other calibrated instrument where you can reference the reading, you can use that to verify and perform an intermediate check of your velocity meters. There are no exact requirements here but as long as you can verify its accuracy by comparing the readings with its Tolerance limit, then it is done. Follow the documentation or recording that I suggested above.
Thanks for visiting my site.
Best regards,
Edwin
henry
Hi
How to do IMMEDIATE CHECK for pressure gauge calibration using DWT?
edsponce
Hi Henry,
You can perform immediate check by simply performing calibration but using only 2 to 3 ranges of the pressure gauge. The check points is up to you as long as you have checked the usable range of the pressure gauge. Once you have the data, just compare the readings to its tolerance limit then decide of it is a ‘pass’ or ‘fail’ then do the necessary action. I already presented the document format above.
Thanks for reading my post.
Edwin
HENRY
Hi
Good information. What about new equipment example pressure balance. According to ISO 17025 , how to do equipment verification?
edsponce
Hi Henry,
There are no specific requirements for verification as per ISO 17025, the only requirement is to perform a verification or calibration.
Saying this, performing verification is based on your knowledge about your process and instruments. But the main thing about verification is to determine first your tolerance limit then compare the calibration results with the tolerance limits, where you calculate the error then see if the error is within the tolerance limit of your pressure balance. If it is within the tolerance limit, then it is a pass, otherwise, it is a fail.
If you are using the uncertainty results during verification, you can check my other posts in this link >> decision rule
I hope this helps, thanks for visiting my site.
Best regards,
Edwin
Nurul
Sir, can you help me how to develop procedure intermediate check for furnace.
edsponce
Hi Nurul,
Can you share what verification or reference standard you have? If you have THermocouple wires with a digital thermometer, you can use them as the reference standard to perform an Intermediate check.
Thanks and regards,
Edwin
Pappie
Hi
I dont have another light meter however i need a method to perform intermediate checks on incident light meter, how do i go about it
Thanks
edsponce
Hi Pappie,
I am not that familiar with the light meter, but as long as you have something to compare with in order to verify the accuracy of the light meter, then I believe it will be ok.
best regards,
Edwin
Manjunatha C
Sir,
We have an analytical balance with range of 1g to 200g. The balance has uncertainty of +/- 0.01g
We have a set of standard weights ranging from 0.5g to 100g. The weights are also having uncertainty of 0.001g
Now, how to do intermediate check of weight incorporating uncertainty of both balance and standard weights.
edsponce
Hi Manjunatha,
You can only use the standard weight to verify the balance during an intermediate check. You can include the measurement uncertainty in the reading of the balance every time you make a measurement. This verification process is the same as the decision rule, check out my other post in this link >> decision rule.
Thanks and regards,
Edwin
Renju P George Renju p George
For Intermediate check of masters , what is the best analysis, Error should be less than Accuracy, Analysis By En value
and Error should be less than CMC
edsponce
Hi Renju,
There is no exact requirement for this therefore what is best depends on your level of expertise and your understanding of the master standards performance. I always use the accuracy basis for analysis because it is easier, but I have also seen others using the En value but not CMC. CMC is useful when releasing Measurement Uncertainty results, not during intermediate checks.
Best regards,
Edwin
Lheo Lim
Hi Edwin,
Thanks for your post. This provides us an information on how to perform intermediate check of calibration standards.
Actually, this is the first time that we learned that a previously calibrated UUT can be used in performing an intermediate check. What we knew is that the check standard shall have at least equal specs or better than the specs of the calibration standard.
For example, if the calibration standard is a Test Gauge having 0-1,500 psi and accuracy of 0.25 % FS, hence, we need a duplicate of this Test Gauge having same specs or a Test Gauge with better accuracy, let’s say 0.1 % FS, that will serve as the check standard.
Does the ISO 17025 standard somehow in a way ‘describe’ that a previously calibrated UUT can be used as check standard for intermediate check of calibration standards?
Hoping for some clarification.
Thank you in advance.
edsponce
Hi Leo,
Good day! Thanks again for reading my posts.
The main reason we perform an intermediate check is to verify that our instrument or standard instrument is still in confidence while being used and within the calibration interval we set.
The check standard used is better if it has a higher accuracy or specs. But this is not always necessary because we are just detecting irregular changes on the output of our standards whenever it was brought outside our control like during onsite calibration or after coming back from recalibration.
Remember that we are not performing calibration, just a simple check or checkpoints, therefore it is ok to use a check standard that has a lower accuracy or specifications. But ensure that this check standard is used only as “check standard” and kept in a controlled condition. For example a previously calibrated analog pressure gauge by a digital pressure gauge (a test gauge). Or a multimeter calibrated by a calibrator. Their sole purpose is for intermediate check standards only. We are just detecting differences in reading here, but you need to have the calibration certificate of the check standard, and based on there, you can compare the before and after reading.
Any changes in error will prompt you that something is wrong. It is like you are performing a calibration for the analog gauge, but since the analog gauge was previously calibrated with a calibration report, and since you kept this in a controlled environment and not used for other purposes, this is now your reference, you just need to compare the before and after reading. It is like performing what we call an “inter-lab comparison” or proficiency test, thus, calculating the En value is also applicable.
There are no exact requirements from ISO 17025 regarding intermediate checks regarding check standards. The main requirement is that you have a documented procedure and a good implementation that you understand. Sometimes there are requirements from accreditation bodies that you need to follow. But as per my experience, there are no other requirements.
I hope this clarifies your concern.
Thanks and have a safe day,
Edwin
mimie
Hi Mr. Edwin,
Thanks for your post. Currently, I studied for a calibration certificate and your post helped me a lot to understand calibration. I have a few inquiries and glad if you are able to support my inquiry as below;
1. For the manufacturing company, is it required to perform an intermediate check after receiving the calibration certificate? if required how to perform an intermediate check for Data Logger?
2. is it required to attend the course for calibration?
3. is it compulsory for a manufacturing company set the tolerance for every equipment?
Thanks & Regards
Mimie
edsponce
Hi Mimie,
Thanks for reading my posts. I appreciate your comments.
Below are the answer to your questions:
1. Yes, intermediate check is necessary after you received the instrument from your calibration provider. The instrument is calibrated but after leaving the premises of the calibration lab, you do not know what happens next, therefore you need to perform an intermediate check to ensure that the instrument is still in good condition and calibration is still valid.
To perform the intermediate check with a data logger, I can suggest the following:
> you can use an ice bath and soak the sensors into it.
> You may use the previous data where the data logger is installed, the reading should be the same or better.
> If you have a controlled room or a chamber, get another calibrated thermometer and compare readings with it. 1 reading that is close to your user range is ok.
2. If you are performing or managing calibration, yes, it is important to attend courses in calibration. Being competent in calibration is one of the main factors in calibration, especially during audits. Plus, awareness of calibration processes helps you decide better when managing instruments for calibration.
3. Tolerances are needed especially in a manufacturing company because you are the end user of the calibrated instruments. Not every piece of equipment but equipment that are subject to calibration.
Calibration only shows you how accurate your instruments or equipment are, but how do you know that the calibration results are acceptable? This is where the “tolerance” will come in. to inform you if the instrument you use or the product output is acceptable or not, or is it pass or fail?
If you know the tolerance limit, you can quickly determine if the error in calibration results is acceptable or not. Either you perform an adjustment or just reject the unit. Determining a pass or fail decision is under the process of ‘verification’.
I hope this helps,
Edwin
Nidhi Patel
How can you decide If the UUC (Unit under calibration) is within the acceptance criteria. If I’m calibrating weighing balance with Standard weight box, What can be the acceptance criteria?
edsponce
Hi,
I am not sure if I do understand your first question, but for balance acceptance criteria, you may check my other posts on how to determine the acceptance criteria. Visit my other post here >> How to Verify a Weighing Instruments if the Tolerance is NOT Given- Simple Guide to Determine the Balance Tolerance Limit
I hope this helps,
Edwin
Nikshitkumar Rafaliya
If you are calibrating weighing balance with standard weight box then acceptance criteria is either as per National or international standard used for test for which this equipment is used. Second you can define on your way like measurement uncertainty of that equipment will be your acceptance criteria.
Sireesha
Hi,
Can i know if it is mandatory to perform intermediate check for equipment which do not require calibration. and also can i know if intermediate check done for a setup be accepted.
edsponce
Hi Sireesha,
Since calibration is not required, it means you are not using it for monitoring or for measuring, therefore, an intermediate check is not mandatory. But it is still best to perform once in a while to ensure proper functionality. But if you still using it for monitoring or measuring, then it is mandatory to perform an intermediate check. An intermediate check is performed on calibrated equipment exposed to different environments while the calibration status is not yet due to ensure that it is still accurate.
I hope this helps,
Edwin
Nikshitkumar Rafaliya
Hi Mr. Edwin,
Thanks for your post. I am getting little confused in Clause 7.7 of ISO 17025:2017 about what to do for this requirement and what is the frequency for that.
Please clarify below QCs in more detail.
1. Use of alternative calibrated instrument (Is this a one kind of replicate test?)
2. Functional check of equipment (Is this a same check when after return from calibration or repair, we are check the equipment?. If so then what is the frequency)
3. Replicate test using the same or different methods(Methods means test method or method of replicating?)
edsponce
Hi Nikshitkumar,
please see below the response to your questions:
1. Yes it is the same in some ways. But this type of quality control can be done by using different calibrated instruments to verify the reference standard. Any available calibrated instrument that you can use to verify the output of the reference standard will do. For example, a calibrated pressure gauge can be used to verify the output of the master gauge.
2. Yes it is the same. But it can also be performed during preventive maintenance. The frequency is up to you, depending on your defined plan or schedule.
3. This means repeating of test or calibration using different calibration procedures. The ‘method’ refers to a ‘Test Method’ or the calibration procedure that you use when performing calibration or testing.
I hope this helps,
Edwin
Roldan Marquez
I believe that this post mainly discuss mainly discuss ‘Onsite’ / Field instruments. Any advice on equipment that we use in-lab. How often we should perform Intermediate Checks?
edsponce
Hi Roldan,
Yes, it is focused on field instruments but it is also applicable for in-lab equipment. For In-lab processes, intermediate checks are performed during:
1. after scheduled preventive maintenance.
2. after recalibration of standards from a 3rd party lab.
3. a defined schedule by the lab – there are no set standard frequencies therefore it is on labs decision based on the performance or stability of the equipment and the available resources. But based on experience, we perform quarterly.
I hope this helps,
Edwin
emmanuel
Hi Sir Edwin,
thank you for this post, it is a grat tool for all of us. May i just kindly ask on how to perform intermediate checking on mass standards such as OIML class E2 F1 and M2. thank you in advance.
Emmanuel
edsponce
Hi Emmanuel,
You’re welcome, thanks for reading my post.
With regard to your concern, you can perform an intermediate check through visual only. Have a checklist and perform cleaning and a visual check before and after you use the standard masses, check for dents and scratches before returning to its actual location. Any dents or scratches found should be investigated and perform recalibration afterward.
I hope this helps,
Edwin
Sumit Sebastian
Hello Sir ……How to do intermediate check for my primary standard externally calibrated . For example I have 3458A 8.5 Digit multimeter , and that is the most accurate multimeter I have . How I will check its performance without another reference standard
edsponce
Hi Sumit,
There should always at least 2 multimeters where you can compare readings, if you have 2 of them, you can try compare readings before and after any usage at a specific interval. You can also use other multimeters. Any change in readings will prompt you that something might be wrong or out of specs.
I hope this helps,
Edwin